
Изготовления дверного блока рамочной конструкции с фигарейными филенками
Прогресс науки и техники, оснащение строительной и деревообрабатывающей промышленности новым оборудованием, инструментами и приспособлениями требуют от рабочих разносторонних знаний и высокой степени овладения мастерством.
Столярные и плотничные работы выполняются на строительстве любых видов зданий и сооружений: жилых и общественных, производственных и вспомогательных, сельскохозяйственных и т.д. Достаточно сказать, что при строительстве кирпичного пятиэтажного жилого дома стоимость столярно-плотничных работ составляет до 25% сметной стоимости объекта.
В цехах заводов и на деревообрабатывающих комбинатах столяр заготавливает и собирает на станках и автоматических линиях элементы оконных и дверных блоков, столярных перегородок, встроенной мебели обрабатывает строительные тяги (плинтусы, наличники, половую доску и т.п.) навешивает на петли оконные створки и дверные полотна.
На строительстве столяры устанавливают в проектное положение и закрепляют оконные и дверные блоки, встроенную мебель, врезают замки и защёлки, крепят шпингалеты, дверные и оконные ручки, настилают полы из паркета и др.
Плотники на заводах, применяя деревообрабатывающее оборудование, заготавливают элементы заборов, ворот, опалубки перекрытий и крыш, стремянок, лестниц, лесов, подмостей и др. На стройплощадках при помощи подъёмных механизмов они собирают леса и подмости, монтируют дома брусчатой, щитовой и каркасно-щитовой конструкций, перекрытия и перегородки, устанавливают опалубку фундаментов, колонн, балок, прогонов и т.д., настилают чистые дощатые полы ограждают заборами место застройки и др.
Техника безопасности
Оборудование в цехах, мастерских должно быть расставлено таким образом, чтобы были проходы и проезды, а пути передвижения рабочих и грузов были сведены до минимума. Станины станков должны быть устойчивыми, чтобы противостоять усилиям нагрузок и вибрации.
Учитывая, что на современном оборудовании работают на больших скоростях подачи и резания, его необходимо снабдить надёжно действующими ограждениями, приёмниками для отсоса стружки и пыли, а также механизмами для подачи пиломатериалов.
Длинна стола у станка, должна обеспечивать подачу пиломатериалов максимальной длины. В том случае если это требование невыполнимо, используют подставки с роликами установленные у станков. На станках с ручной подачей рекомендуется применять съёмные автоподатчики.
Перед началом работы следует визуально осмотреть станок:
-в станках с круглыми пилами: наличие зубьев у пилы, хорошо ли она крепится.
-у станков с ножевым валом (фуган, рейсмус): посмотреть зажаты ли ножи.
-наличие токоизолирующих ковриков, есть ли заземление, если есть, то проверить его крепление.
-произвести осмотр приводящих ремней и защитного кожуха.
-убедится в исправности вытяжной вентиляции.
Технологический процесс изготовления дверного блока
Эскиз дверного блока
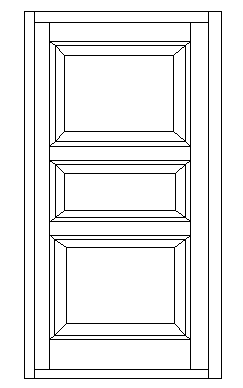
Материал: Хвойные породы (ель, сосна), не имеющие гнили, червоточины, косослоя, трещин, загнивающих и выпадающих сучков.
Технические условия: Влажность древесины для дверного блока – 10-12%, для коробки – не более 18%.
Допускаемые отклонения от номинальных размеров по высоте ±3 мм, по ширине ±2 мм, у раскладок для остекления и обкладки дверей по высоте и ширине ±1мм.
Карта технологического процесса изготовления дверного блока
№ п.п. | Наименование операций | Применяемый инструмент и оборудование |
| 1 | Поперечный раскрой досок для коробки и дверного полотна | Маятниковая пила, ограничитель Гахова |
| 2 | Продольный раскрой досок на бруски коробки, обвязки и филёнок | Круглопильный станок |
| 3 | Прифуговка кромок в фигарейных филёнках | Фуговальный станок |
| 4 | Склеивание филёнок | Конвейерный пресс |
| 5 | Строгание брусков в угол двух лицевых сторон | Фуговальный станок, подставки Ерохина |
| 6 | Строгание брусков в размер двух других сторон | Рейсмусовый станок, подставки Ерохина |
| 7 | Разметка деталей коробки и дверного полотна | Разметочный стол, разме-точная доска Павлихина |
| 8 | Выдалбливание гнёзд | Горизонтально-сверлиль-ный станок |
| 9 | Зарезка шипов и проушин | Шипорезный станок |
| 10 | Выборка четвертей у деталей коробки | Фрезерный станок |
| 11 | Выборка паза в брусках обвязки полотна | Фрезерный станок |
| 12 | Выборка калёвки в брусках обвязки полотна | Фрезерный станок |
| 13 | Обработка филёнок по заданным размерам | Фуговальный, рейсмусовый и фрезерный станки |
| 14 | Снятие фигарея у филёнок | Фрезерный станок |
| 15 | Сборка коробки и дверного полотна | Гидравлическая ваймы |
| 16 | Зачистка дверного полотна | Ленточно-шлифовальный станок |
| 17 | Обгонка дверного полотна по размерам чертежа | Фрезерный станок с кареткой, шаблон-копир |
| 18 | Вгонка дверного полотна в коробку и навешивание на петли | Петлеврезыватель Нечуна-ева, шаблон Павлихина, шуруповерт |
| 19 | Огрунтовка дверного полотна олифой | Пистолет-краскорапылитель |
Заготовка материала. Торцовка досок по длине, при этом делается припуск по 30 мм с каждой стороны, так как при обработке на рейсмусовом станке края брусков могут задираться. Торцовка производится на шарнирно-маятниковой пиле.
Следующая операция – это раскройка досок на бруски по толщине и ширине. Производится на круглопильных станках для продольного пиления. Могут использоваться многопильные станки.
Потом прифуговываются филёнки для склейки. Склеивают их в гидравлических ваймах.
Затем у брусков (коробки, полотна) строгается пласть угол. Строгание производится на фуговальном станке. Теперь нужно прострогать оставшиеся пласть и кромку в размер на рейсмусовом станке.
Потом производится разметка деталей коробки и дверного полотна.
Затем производится выдалбливания гнёзд в деталях коробки и полотна. Эта операция проделывается сверлильно-пазовальным станком.
Далее производится основная торцовка заготовок. После чего производим разметку шипов и проушин. После разметки, шипов и проушин, выбираем их на одностороннем шипорезном станке ШО 16 – 4 или на фрезерных станках.
Затем на фрезерном станке выбирается четверть у коробки, а в брусках обвязки полотна паз и калёвку.
Теперь производится обгонка филёнок по заданным размерам на фугавальном, рейсмусовом или фрезерном станках.
Далее снимаются фигареи у филенок на фрезерном станке.
Затем производится сборка полотна и коробки в гидравлической вайме. С помощью угольника и киянки выставляются углы, после этого следует выбрать угол, в котором сверлятся сквозные отверстия диаметром равным диаметру шканта (нагеля). В каждом углу должно быть по два отверстия. Отверстия и нагеля промазываются клеем, а затем забиваются киянкой. Производится местное шпатлевание, если есть мелкие трещины и вмятины.
Затем полотно шлифуют на ленточном шли-фовальном станке с подвижным столом ШлПС – 5 или на других шлифовальных станках.
Теперь происходит вгонка дверного полотна в коробку и навешивание на петли. Это петлевырезателем и шуруповёртом.
Теперь идёт огрунтовка и покраска при помощи пистолета-краскораспылителя.
Литература
1. Е.Г. Курдюков «Столярные и плотничные работы». Минск /Высшая школа/ 1976.
2. Ф.Г. Буйвидович «Технология столярно-плотничных и паркетных работ». Минск /Высшая школа/ 2000