ВВОД В ПЕРЕХОДЫ ТЭ
ТЭ обязательно должны быть обобщенные, т.е. в графе «обобщенные» стоит «да».
005 Заготовительная – переход с двумя переменными: D, L – ТЭ наружная цилиндрическая заготовка.
010 Токарная:
переход 010 – переход без переменных
переход 015 – переход с одной переменной D – ТЭ наружная торцовая правая.
переход 15 – ТЭ наружная цилиндрическая правая с экземпляром 1.
переход 20– ТЭ наружная цилиндрическая правая с экземпляром 2.
переход 30 – ТЭ наружная торцовая левая.
015 Токарная – полностью аналогична в части связей переходов с ТЭ Токарной 010 операции.
Закалка – ТЭ закалка.
025 Круглошлифовальная – переходы 10, 15, 20 соответственно с ТЭ наружная цилиндрическая правая 1, наружная цилиндрическая правая 2, наружная цилиндрическая левая 1.
Определение квалитетов, получаемых в данных переходах, и ввод формул для расчета припуска.
В токарной 010 все квалитеты для параметров D цилиндр. поверхностей – h12;
Квалитет вводится через кнопку […] в «Поле допуска».
В поле Связь/Формула для всех параметров D вводим формулу
={D}+0.5
0.5 – это припуск, который нужно оставить для цилиндрической поверхности для чистовой обработки в следующей операции токарной 015.
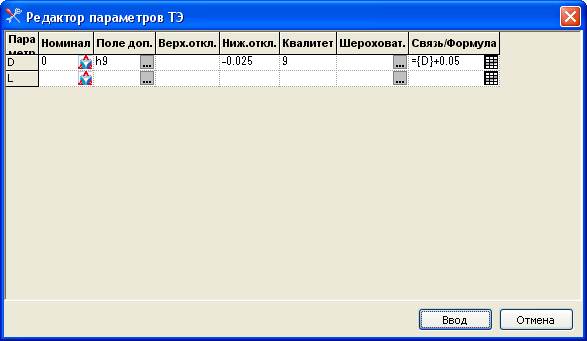
В токарной 015 все квалитеты для параметров D цилиндр. поверхностей – h9;
В поле Связь/Формула для всех параметров D вводим формулу
={D}+0.05
0.05 – это припуск, который нужно оставить для цилиндрической поверхности для финишной обработки в операции 025 Круглошлифовальной.
В токарной 010 (черновая) в переходе №030 – подрезка левого торца на параметр GB в закладке ТЭ ввести формулу
={GB}+0.5
0,5 – припуск, который будет снят в подрезке торца в чистовой токарной операции 015.
В закладку ТЭ техпроцесса ничего не вводить!
Прототип готов, его нужно сохранить как прототип в своем архиве.