Допуски и посадки.
 |
(показаны три окна прозрачности)
|
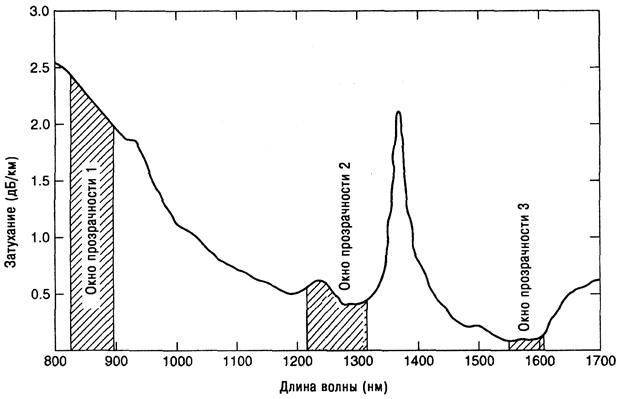
Рис. 1.3.
Существуют три основных окна прозрачности: 1) 820-900 нм; 2) 1280-1350 нм; 3) 1528-1561 нм. Вторая и третья полосы разделены так называемым пиком поглощения света «водой», расположенным приблизительно на длине волны 1400 нм (фактически на 1383 нм). Пик поглощения фактически вызван наличием в волокне радикалов ОН.
Последнее окно может быть расширено до 1620 нм - эту область называют четвертым окном прозрачности. Частоты, соответствующие последнему окну и его расширению, F1 и F2:
 Гц = 196 ТГц
Гц = 196 ТГц
 Гц = 185 ТГц
Гц = 185 ТГц
Вычитая F2из F1, получим, что полезная рабочая полоса этих окон равна 11 ТГц. Эта ширина в 110 раз больше той, что может быть использована в радиочастотной части спектра.
Допуски и посадки.
Две детали, подвижно или неподвижно соединенные, называются сопряженными. Размер, по которому происходит соединение двух деталей, называется сопрягаемым. При сборке двух деталей, входящих одна в другую, различают поверхности охватывающую и охватываемую и соответственно охватываемые и охватывающие размеры.
По форме сопрягаемых поверхностей деталей различают соединения: плоские, гладкие цилиндрические и конические, резьбовые и винтовые, шлицевые, сферические; зубчатые цилиндрические, конические и винтовые передачи.
В цилиндрических соединениях охватывающей поверхностью является поверхность отверстия, называемая отверстием; охватывающим размером – размер отверстия. Охватываемой поверхностью является поверхность вала, называемая валом; охватываемым размером – диаметр вала. Разность между охватывающим и охватываемым размерами при сборке определяет характер сопряжения или посадку.
Если охватывающий размер больше охватываемого, то разность между ними называется зазором, а сама посадка называется подвижной или посадкой с зазором. Такая посадка характеризует свободу относительного перемещения соединяемых деталей.
Если охватывающий размер до сборки меньше охватываемого, то разность между ними называется натягом, а посадка – посадкой с натягом, или неподвижной. Такая посадка характеризует неподвижность соединения.
Если в собранной паре при условии годности обеих деталей может оказаться как зазор, так и натяг, то такие посадки называют переходными.
Размер, проставленный на сборочном чертеже, полученный в процессе расчета на прочность, жесткость и обеспечение технологичности конструкции и являющийся общим для охватывающей и охватываемой поверхностей, называется номинальным размером сопряжения.
Применяемые в конструкциях номинальные размеры должны соответствовать размерам по ГОСТ 6636 – 69 “Нормальные линейные размеры”, что дает возможность сократить номенклатуру режущего и измерительного инструмента, а также облегчить условия типизации технологических процессов.
Требуемые в соответствии с конструкцией узла размеры не могут быть выполнены на производстве абсолютно точно. Они всегда будут отличаться от заданных на чертеже, кроме того, вносится определенная погрешность при измерении. Размер, полученный на производстве и измеренный с допустимой погрешностью, называется действительным. 08.04.13
Для обеспечения взаимозаменяемости нужно, чтобы требуемые размеры были выполнены с определенной точностью, т.е чтобы действительные размеры не выходили за определенные значения. Те значения размеров, между которыми может колебаться действительный размер годной детали, называются предельными, причем больший из них называется наибольшим предельным размером (Dmax, dmax), меньший – наименьшим предельным размером (Dmin, dmin).
Предельные размеры на чертежах задаются величинами верхнего и нижнего предельных отклонений от номинального размера. Примеры обозначения отклонений в цилиндрическом соединении:
Вал: Ø50 (+ 0,015/+0,010) мм; отверстие: Ø50 (+0,027) мм.
Здесь Ø50 – номинальный размер вала или отверстия; +0,015 – верхнее отклонение вала (Вов); + 0,027 – верхнее отклонение отверстия (Воа), +0,010 – нижнее отклонение вала (Нов). Вал будет годен, если его размер будет не больше 50,015 мм (наибольший предельный размер) и не меньше 49,99 мм (наименьший предельный размер); соответственно размер отверстия не больше 50,027 мм и не меньше 50 мм. Отклонения, равные нулю, на чертежах не проставляются.
Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным и номинальным размерами:
Воа = Анб – А; Вов = Внб – В, где
А – номинальный размер отверстия;
В – номинальный размер вала;
Анб - наибольший предельный размер отверстия;
Внб - наибольший предельный размер вала.
Нижним предельным отклонением называется алгебраическая разность между наименьшим предельным и номинальным размерами:
Ноа = Анм – А; Нов = Внб – В, где
Анм – наименьший предельный размер отверстия;
Внб – наименьший размер вала.
Верхние предельное отклонение ставится сверху, а нижнее – внизу номинального размера.
Разность между наибольшим и наименьшим предельными размерами называется допуском размера ба, бв: ба = Анб – Анм; бв = Внб – Внм.
Допуск размера может быть определен так же, как алгебраическая разность между верхним и нижним предельными отклонениями размера:
ба = Воа – Ноа; бв = Вов – Нов.
Необходимо помнить, что отклонения обязательно имеют знак + или - ; допуск размера знака не имеет, он характеризует только точность, с которой должен быть выполнен размер.
Для того, чтобы соединения выполняли свои эксплутационные функции, нужно обеспечить необходимые для этого условия, в одном случае – обеспечить свободное вращение, в другом – неподвижность соединения.
Так как действительные размеры могут колебаться от наибольших предельных размеров до наименьших, то и зазоры, и натяги в сопряжениях будут колебаться от наибольшего до наименьшего значений.
Наибольший зазор Zнб определяется как разность между наибольшим предельным размером охватывающей поверхности и наименьшим предельным размером охватываемой поверхности или как алгебраическая разность между верхним предельным отклонением охватывающего размера и нижнем предельным отклонением охватываемого размера: Zнб = Анб – Внм = Воа – Нов.
Наименьший зазор Zнм определяется как разность между наименьшим предельным размером охватывающей поверхности и наибольшим предельным размером охватываемой поверхности или как алгебраическая разность между нижним предельным отклонением охватываемого размера и верхним предельным отклонением охватываемого размера: Zнм = Анм – Внб = Ноа – Вов.
Наибольший натяг Nнб определяется как разность между наибольшим предельным размером охватываемой поверхности и наименьшим предельным размером охватываемой поверхности или как алгебраическая разность между верхним предельным отклонением охватываемого размера и нижним предельным отклонением охватываемого размера:
Nнб = Внб – Анм = Вов – Ноа.
Наименьший натяг Nнм определяется как разность между наименьшим предельным размером охватываемой поверхности и наибольшим предельным размером охватывающей поверхности или как алгебраическая разность между нижним предельным отклонением охватываемого размера и верхним придельным отклонением охватывающего размера:
Nнм = Внм – Анб = Нов – Воа.
Точность сопряжения характеризуется допуском посадки или, что то же самое, допуском зазора в подвижных соединениях и допуском натяга в неподвижных соединениях. Допуск посадки определяется для любых видов соединений как сумма допусков охватывающего и охватываемого размеров: бп = ба + бв.
Для подвижных соединений допуск посадки может быть определен как разность между наибольшим и наименьшим зазорами:
бп = Zнб – Zнм;
для неподвижных соединений – как разность между наибольшим и наименьшим натягами: бп = Nнб – Nнм; для переходных посадок – как сумма абсолютных значений наибольшего зазора и наибольшего натяга:
бп = Zнб = Nнб.

При определении параметров, характеризующих сопряжения (зазоры, натяги, допуски посадок), для наглядности и лучшего усвоения изложенного материала рекомендуется пользоваться графическим изображением сопряжений.Предельные отклонения размеров (НО и ВО) откладываются по вершинам от так называемой нулевой линии, которая проводится на расстоянии, равном номинальному размеру сопряжения, от горизонтальной линии, служащей началом для схематического изображения отверстия и вала. Положительные отклонения откладываются вверх от нулевой линии, отрицательные – вниз от нее.
Интервал значений размеров, ограниченный предельными размерами, называется полем допуска. На схеме поле допуска изображается зоной, заключенной между горизонтальными линиями, проведенные на расстояниях, соответствующих верхнему и нижнему отклонению размера.
Недостатком данного способа графического изображения является несоразмерные изображения номинальных размеров и отклонений размеров, так как в одном масштабе эти величины показать практически невозможно. Кроме того, требуется выполнять довольно большой объем графической работы. Поэтому на практике пользуются в основном соразмерным графическим изображением, в котором номинальный размер условно изображается нулевой линией. Предельные отклонения размеров откладываются в выбранном масштабе от нулевой линии по вертикали, поля допусков изображаются в виде прямоугольников, заключенных между двумя горизонтальными линиями, проведенные на расстояниях, соответствующих верхнему и нижнему предельным отклонениям. Допуск размера при этом равен высоте прямоугольника в масштабе, принятом для изображения отклонений размера. На графическом изображении отклонения проставляются в микрометрах, на чертежах же - обязательно в миллиметрах.
Точность размеров
Предпосылкой взаимозаменяемости является изготовление деталей с определенной точностью по размерам, форме и расположению поверхностей, шероховатости поверхности. Изготовление деталей с отклонениями, превышающими допускаемые по указанным параметрам, ведет к нарушению взаимозаменяемости.
Под точностью обработки понимают степень соответствия идеальной детали, заданной на чертеже, реальной детали, полученной на производстве.
Погрешности при обработке возникают по многим причинам, основные из которых следующие:
1) неточность станка в ненагруженном состоянии;
2) неточность основной кинематической схемы обработки;
3) деформация упругой системы СПИД (станок-приспособление- инструмент- деталь);
4) неточность и износ режущего и измерительного инструмента;
5) неточность и износ приспособлений;
6) деформация детали от увеличения температуры, возникающая при обработке от внутренних напряжений металла и др.;
7) пластические и упругие деформации поверхностного слоя при обработке;
8) ошибки рабочего или настройщика и др.
Для того чтобы обеспечить взаимозаменяемость, оценить точность обработки, необходимо установить: точность размеров, отклонение формы поверхности (макрогеометрия поверхности), отклонения взаимного расположения поверхностей, шероховатость поверхности (микрогеометрия поверхности), волнистость поверхности.
При оценке точности обработки величина отклонений геометрических параметров устанавливается путем сравнения действительной поверхности, полученной на производстве с номинальной поверхностью, т.е. с поверхностью, не имеющей неровностей, отклонений формы и взаимного расположения.
В соответствии с ГОСТ 10356-63 в основу нормирования отклонений формы и взаимного расположения поверхностей положен принцип прилегающих поверхностей и профилей,основные из которых следующие:
1. Прилегающая плоскость – плоскость, соприкасающаяся с действительной поверхностью вне материала детали и расположенная так, чтобы расстояние от наиболее удаленной точки действительной поверхности до прилегающей плоскости было наименьшим.
 2. Прилегающий цилиндр: для отверстия цилиндр наибольшего возможного диаметра, вписанный в действительную поверхность; для вала – цилиндр наименьшего возможного диаметра, описанный вокруг действительной поверхности.
2. Прилегающий цилиндр: для отверстия цилиндр наибольшего возможного диаметра, вписанный в действительную поверхность; для вала – цилиндр наименьшего возможного диаметра, описанный вокруг действительной поверхности.
3. Прилегающая прямая – прямая, соприкасающаяся с действительным профилем сечения вне материала детали и расположенная по отношению к действительному профилю так, чтобы расстояние от его наиболее удаленной точки до прилегающей прямой было наименьшим.
4. Прилегающая окружность: для отверстия – окружность наибольшего возможного диаметра, вписанная в действительный профиль; для вала – окружность наименьшего возможного диаметра, описанная вокруг действительного профиля.
При контроле прилегающими поверхностями служат поверхности поверочных плит, линеек, калибров и так далее.
Возникающие в результате обработки погрешности приводят к тому, что при измерении одной и той же детали в различных направлениях размер может быть различен. На производстве принято условно считать размер постоянным. При этом для подвижных цилиндрических соединений за действительный размер принимаются: для отверстия – размер вписанного в действительную поверхность цилиндра, то есть наибольший размер; для вала – размер описанного вокруг действительной поверхности цилиндра, то есть наименьший размер. На этом принципе основан контроль цилиндрических изделий проходными калибрами. Для неподвижных цилиндрических соединений за действительный размер принимается средний размер, измеренный в одном сечении, но в разных направлениях.
Отклонение формы поверхностей ккк

Рассмотрим наиболее часто встречающиеся отклонения геометрической формы цилиндрических и плоских поверхностей. С эксплутационной точки зрения для цилиндрических поверхностей различают отклонения от правильной геометрической формы контура поперечного сечения в плоскости, перпендикулярной оси цилиндра, и отклонения профиля продольного сечения в плоскости, проходящей через ось. Отдельными видами отклонений контура поперечного сечения являются овальность и огранка.
Овальность – это отклонение от окружности профиля поперечного сечения овалообразной формы, наибольший и наименьший диаметры которого находятся во взаимно перпендикулярных направлениях. Величина овальности оценивается как разность между наибольшим и наименьшими диаметрами в одном сечении. Овальность возникает вследствие биения шпинделей токарных или шлифовальных станков.
Огранка – это отклонение профиля поперечного сечения от окружности, заключающееся в том, что реальный профиль представляется состоящим из ряда сопряженных дуг с разными центрами. Величина огранки оценивается как наибольшее расстояние от точки реального профиля до прилегающей окружности или как разность между диаметром прилегающей окружности и двумя параллельными прямыми, касательными к профилю. Огранка чаще всего возникает при бесцентровом шлифовании.
Комплексным показателем отклонений профиля поперечного сечения является некруглость, которая оценивается как наибольшее расстояние от точки реального профиля до прилегающей окружности.
Отдельными видами отклонений образующих продольного сечения от прямолинейности являются бочкообразность, седлообразность, изогнутость оси, конусообразность.
Величина бочкообразности (или седлообразности) определяется как наибольшая разность между диаметрами, измеренными в одном из двух крайних сечений и в середине. Величина изогнутости оценивается как наибольшее расстояние от точек реального профиля до соответствующей стороны прилегающего профиля. Прилегающий профиль образуется двумя параллельными прямыми, соприкасающимися с реальным профилем вне материала детали и расположенными по отношению к нему так, чтобы отклонение формы было наименьшим:

Бочкообразность возникает при обточке длинных валов в центрах для моментов; седлообразность – при обработке толстых коротких валов в центрах из-за неравномерности распределения силы резания. Указанные отклонения могут также возникнуть из-за погрешности направляющих станин станков.
Примером отклонения образующих продольного сечения от параллельного является конусообразность. Величина ее определяется как разность между наибольшим и наименьшим диаметрами. Причиной возникновения конусности – несовпадение геометрических осей центров направляющих станин и других.
Комплексным показателем отклонений цилиндрической формы в поперечном и продольном сечениях является нецилиндричность, величина которого определяется как наибольшее расстояние от точки действительной поверхности до прилегающего цилиндра.

Неплоскостность – наибольшее расстояние от точки реальной поверхности до прилегающей плоскости. Если нет особых указаний на чертеже, то она входит в величину непараллельности. Неплоскотность – комплексный показатель отклонений формы поверхностей. Непрямолинейность – наибольшее расстояние от точек реального профиля до прилегающей прямой. Непрямолинейность – комплексный показатель.
Элементарными видами неплоскостностии и непрямолинейности являются вогнутость и выпуклость.
На рабочих чертежах условные обозначения имеют только комплексные показатели отклонений формы цилиндрических и плоских поверхностей. Элементарные виды отклонений формы условных обозначений не имеют, в случае необходимости вид и величина отклонений указываются текстом в технических условиях.
Условные обозначения отклонений формы поверхностей
1. Некруглость - отклонение от круглости;
- отклонение профиля продольного сечения;
2. Нецилиндричность – отклонение от цилиндричности;
3. Неплоскостность – отклонение от плоскостности;
4. Непрямолинейность – отклонение от прямолинейности.