Особенности обработки сложных деталей на станках с ЧПУ
РАЗРАБОТКА ОПЕРАЦИОННЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
С использованием программного комплекса SinuTrain
Методические указания
К лабораторным работам по дисциплине
«Технология машиностроения »
Уфа 2012
УДК
ББК4
С12
Рецензенты:
Методические указания к комплексу лабораторных работ по курсу «Технология машиностроения». – Уфимск. гос. авиац. техн. ун-т; Сост.: Кривошей И.В. Соколова Н.А. – Уфа, 2012. – 74 с.
В методических указаниях представлены лабораторные работы по разработке управляющих программ на станки с ЧПУ с использованием программного комплекса SinuTrain и мини станка с ЧПУ на участке компьютеризированного интегрированного производства.. Предназначены для студентов, обучающихся по направлению подготовки бакалавров и магистров 150900, направлению подготовки специалистов 151000, изучающих дисциплины «Основы технологии машиностроения» и «Технология машиностроения».
Табл. . Ил. 72. Библиогр.: назв.
УДК
ББК
| Ó Уфимский государственный авиационный технический университет, 2012 |
ЛАБОРАТОРНАЯ РАБОТА № 2
«Технологические возможности обработки деталей сложной конфигурации на станках с ЧПУ »
Цель работы – на примерах технологических процессов обработки деталей изучить особенности обработки сложных деталей с использованием возможностей моделирования системы программирования SinuTrain.
В результате работы Вы должны выработать учебные и практические знания и навыки:
- использования типовых схем черновой и чистовой обработки деталей;
- определения последовательности съема металла при обработке нежестких деталей;
- выбора необходимого режущего инструмента для заданной обработки;
- оценки технологичности простановки операционных размеров и приемам, обеспечивающим выдерживание этих размеров на станках с ЧПУ.
Особенности обработки сложных деталей на станках с ЧПУ
При обработке канавок сложной формы используются несколько схем съема металла. Ниже приводится пример черновой и чистовой обработки диска, с предлагаемыми наладками инструментов. Эскиз заготовки с размерами на рисунке 1, операционные эскизы для одной стороны диска указаны на рисунках 2, 4
В таблицах 1 и 2 заданы инструменты для обработки предварительной и окончательной.
Траектория движения инструментов приведена на рисунке 3 и 5.
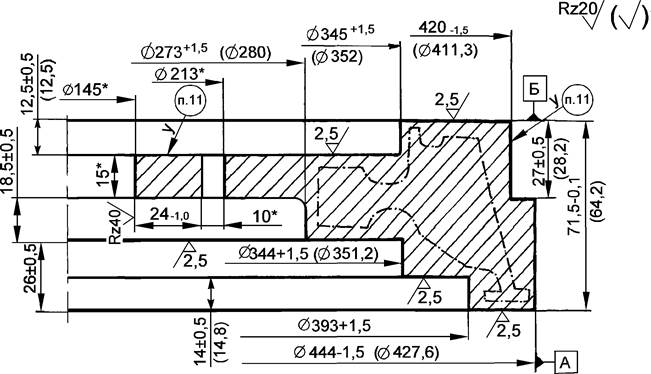
Рисунок 1.Эскиз заготовки для выполнения черновой обработки.
Таблица 1 комплект инструментов для черновой обработки диска
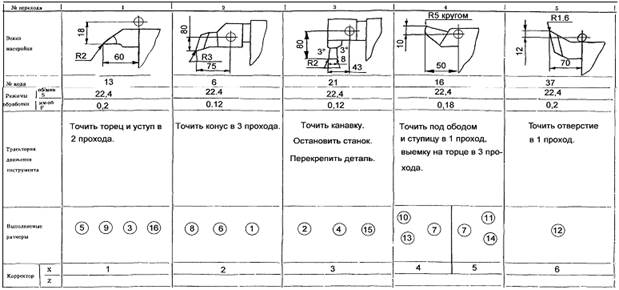

Рисунок 2 Операционный эскиз черновой обработки одной стороны диска.
Рисунок 3 Траектории движения инструментов при обработке стороны диска.
Программа обработки.
%_DET_211_OP_40020_MPF
;$PATH=/_N_MPF_DIR
;MSG PROGRAMMA:
;MSG DET: DET_211_OP_40020
;MSGSTANOK:TL-1000/Sinumerik802DSL
;MSG PROGRAMMIST:
;MSG DATA:
:913 T13 D1
N1 L6; T_13_R_2_TOREC_VYTOCHKA
N2 G18
N3 G54 DIAMON
N4 M41
N5 S0 M4
N6 G94 G0 X326. Z85.
N7 G1 G9 X331.9 Z69.2 F600 M8
N8 G9 X334.
N9 G96 X424. F.15 S40
N10 G94 Z70.2 F100 S0
N11 G9 X358.196 Z70.261 F600
N12 G96 X363.26 Z67.728 F.15 S40
N13 Z65.6
N14 X424.
N15 G94 Z66.6 F100 S0
N16 G9 Z85. F1000 M9
N17 G0 Z400. D0 M5
N18 M1
:906 T6 D1
N19 L6; T_06_R_1.6_KONUS
N20 G18
N21 G54 DIAMON
N22 M41
N23 S40 M4
N24 G94 G0 X436. Z85.
N25 G1 X434.974 Z48.045 F400 M8
N26 G95 X447.2 Z22.616 F.15
N27 G94 X451.2 F300
N28 X428.994 Z68.805
N29 X415.18 Z67.145 F400
N30 G95 X443.626 Z7.975 F.15
N31 X444.726
N32 X447.2 Z6.738
N33 G94 X451.2 F300
N34 X421.198 Z69.143
N35 X404.568 Z67.145 F400
N36 G95 X405.502 Z65.2 F.15
N37 X407.66 Z64.121
N38 X434.654 Z7.975
N39 X443.626
N40 G94 X447.626 F300
N41 G9 X448. Z85. F1000 M9
N42 G0 Z400. D0 M5
N43 M1
:902 T2 D1
N44 L6; T_02_R_2_B_8_KANAVKA_PONARUGI
N45 G18
N46 G54 DIAMON
N47 M41
N48 S40 M4
N49 G94 G0 X430. Z85.
N50 G1 X424.534 Z35.206 F400 M8
N51 G95 X418.946 Z38. F.06
N52 X397.996
N53 G94 X420.996 F100
N54 STOPRE
N55 D2
N56 X422.726 Z38.934 F200
N57 X420.766 Z40.957
N58 G95 X415.052 Z38.1 F.1
N59 X397.996
N60 Z38.05
N61 G94 X430. F100
N62 G9 Z85. F1000 M9
N63 G0 Z400. D0 M5
N64 M0
:916 T16 D1
N65L6; T_16_R_5_VYTOCHKA_VERH
N66 G18
N67 G54 DIAMON
N68 M41
N69 S40 M4
N70 G94 G0 X334. Z85.
N71 G1 G9 X335.34 Z72.493 F600 M8
N72 G95 Z59.7 F.15
N73 X284.34
N74 G94 Z60.7 F200
N75 X287.522 Z61.7
N76 X331.34 F300
N77 X332.34 Z60.7
N78 X334.34 F100
N79 G95 Z56.7 F.15
N80 X319.72
N81 G94 Z73. F200
N82 X348.212 Z75.2 F300
N83 Z72.907
N84 G95 X340.34 Z68.971 F.15
N85 Z57.25
N86 G3 X330.34 Z52.25 I-5. K0.0
N87 G1 X327.338
N88 G94 Z53.25 F100
N89 G9 X328. Z85. F1000 M9
N90 G0 Z400. D0 M5
N91 M1
:816 T16 D1
N92 L6; T_40_R_5___NIZ
N93 G18
N94 G54 DIAMON
N95 M41
N96 S40 M4
N97 G94 G0 X260. Z85.
N98 STOPRE
N99 D2
N100 G1 G9 X259.75 Z59.7 F600 M8
N101 G95 X307.544 F.15
N102 G3 X317.73 Z55.867 I0.0 K-5.3
N103 G2 X327.338 Z52.25 I4.804 K1.383
N104 G1 X330.34
N105 G94 Z53.25 F100
N106 G9 X330. Z85. F1000 M9
N107 G0 Z400. D0 M5
N108 M1
:937 T37 D1
N109 L6; T_37_R_1.6_D_278
N110 G18
N111 G54 DIAMON
N112 M41
N113 S55 M4
N114 G94 G0 X280. Z85.
N115 G1 G9 X279.736 Z57.361 F600 M8
N116 G95 X275.14 Z55.063 F.1
N117 Z25.
N118 G94 X271.14 F200
N119 G9 X270. Z85. F1000 M9
N120 G0 Z400. D0 M5
N121 M1
N122 M2
%

Рисунок 4 Эскиз токарной операции, выполняемой на станке MDW-20.

| |
Таблица 2 Наладки инструментов для окончательной обработки.
Программа окончательной обработки
%_N_211_OP_42050_MPF
;$PATH=/_N_MPF_DIR
;MSG PROGRAMMA:
;MSG DET: N_211_OP_42050
;MSG STANOK: MDW 20/SINUMERIK 810D
;MSG PROGRAMMIST:
;MSG DATA:
:912 L7; PER_1_T_12_R_1.2_TORCY_SPR0.2
N1 T12 D1 M6
N2 G54
N3 M41
N4 S50 M4
N5 G94 G0 X408. Z75.
N6 G1 G9 X407.816 Z64.31 F600 M8
N7 Z62.31 F60
N8 G95 X367.138 F.19
N9 G94 X367.104 Z65.78 F60
N10 G95 X345.606 F.19
N11 G94 G9 X346. Z75. F1000 M9
N12 G0 Z400. D0 M5
N13 M0
:812 L7; T_12_R_1.2_TORCY_NACHISTO
N14 T12 D1 M6
N15 G54
N16 M41
N17 S50 M4
N18 G94 G0 X408. Z75.
N19 G1 G9 X407.85 Z64.11 F600 M8
N20 Z62.11 F60
N21 G95 X367.124 F.19
N22 G94 X367.104 Z65.58 F60
N23 G95 X345.674 F.19
N24 G94 G9 X346. Z75. F1000 M9
N25 G0 Z400. D0 M5
N26 M1
/:712L7; T_12_R_1.2_TORCY_POVTOR
/N27 T12 D1 M6
/N28 G54
/N29 M41
/N30 S50 M4
/N31 G94 G0 X408. Z75.
/N32 G1 G9 X407.946 Z64.11 F600 M8
/N33 Z62.11 F60
/N34 G95 X367.428 F.19
/N35 G94 X367.104 Z65.58 F60
/N36 G95 X345.674 F.19
/N37 G94 G9 X346. Z75. F1000 M9
/N38 G0 Z400. D0 M5
/N39 M1
:905 L7; PER_2_T_05_R_1_KONUS
N40 T5 D1 M6
N41 G54
N42 M41
N43 S50 M4
N44 G94 G0 X444. Z75.
N45 G1 G9 X443.2 Z6.51 F600 M8
N46 Z4.71 F38
N47 G95 X434.2 F.19
N48 G94 Z5.71 F75
N49 G9 Z75. F1000 M9
N50 G0 Z400. D0 M5
N51 M0
:805 L7; T_05_R_1_KONUS_
N52 T5 D1 M6
N53 G54
N54 M41
N55 S50 M4
N56 G94 G0 X380. Z75.
N57 G1 G9 X378.954 Z63.302 F600 M8
N58 Z62.302 F38
N59 G95 X388.224 Z61.897 F.19
N60 G3 X390.572 Z61.582 I-.305 K-3.487
N61 G1 X404.38 Z58.363
N62 X412.488 Z41.5
N63 X413.054 Z37. F.5
N64 X416.054 Z35.5 F.1
N65 X430.954 Z4.51 F.125
N66 X437.628 F.19
N67 X443. Z1.824 F.05
N68 G94 G9 Z75. F1000 M9
N69 G0 Z400. D0 M5
N70 M0
:930 L7; PER_3_POD_OBODOM_I_NAD_STUPIC
N71 T30 D1 M6
N72 G54
N73 M41
N74 S56 M4
N75 G94 G0 X268. Z75.
N76 G1 G9 X268.096 Z58.91 F600 M8
N77 Z56.91 F100
N78 G95 X302.374 F.17
N79 G3 X316.094 Z52.44 I0.0 K-7.5
N80 G2 X325.242 Z49.46 I4.574 K2.02
N81 G1 X329.034
N82 G2 X330.77 Z49.536 I0.0 K5.
N83 G94 G1 X330. Z50.05 F100 M9
N84 G9 Z75. F1000
N85 G0 Z400. D0 M5
N86 M0
:830 L7; POD_OBODOM
N87 T30 D2 M6
N88 G54
N89 M41
N90 S56 M4
N91 G94 G0 X340. Z75.
N92 G1 G9 X342.026 Z70.897 F600 M8
N93 Z69.897 F60
N94 G95 Z64.38 F.09
N95 Z54.46 F.12
N96 G3 X332.026 Z49.46 I-5. K0.0 F.17
N97 G1 X329.034
N98 G3 X327.298 Z49.536 I0.0 K5.
N99 G94 G1 X327. Z50.05 F100 M9
N100 G9 Z75. F1000
N101 G0 Z400. D0 M5
N102 M1
:916 L7; PER_4_D_280.05_S_PR_0.2
N103 T16 D1 M6
N104 G54
N105 M41
N106 S63 M4
N107 G94 G0 X280. Z75.
N108 G1 G9 X282.398 Z56.383 F600 M8
N109 Z55.183 F30
N110 G95 X275.676 Z51.821 F.18
N111 Z26.2 F.125
N112 G94 X274.676 F100
N113 G9 X274. Z75. F1000 M9
N114 G0 Z400. D0 M5
N115 M0
:816 L7; D_280.05_NACHISTO
N116 T16 D1 M6
N117 G54
N118 M41
N119 S63 M4
N120 G94 G0 X280. Z75.
N121 G1 G9 X282.742 Z56.272 F600 M8
N122 Z55.072 F30
N123 G95 X276.076 Z51.738 F.18
N124 Z26.2 F.125
N125 G94 X275.076 F100
N126 G9 X274. Z75. F1000 M9
N127 G0 Z400. D0 M5
N128 M1
/:716 L7; D_280.05_POVTOR
/N129 T16 D1 M6
/N130 G54
/N131 M41
/N132 S63 M4
/N133 G94 G0 X280. Z75.
/N134 G1 G9 X282.664 Z56.233 F600 M8
/N135 Z55.033 F30
/N136 G95 X276.076 Z51.738 F.18
/N137 Z26.2 F.125
/N138 G94 X275.076 F100
/N139 G9 X274. Z75. F1000 M9
/N140 G0 Z400. D0 M5
/N141 M1
:907 L7; PER_5_VYTOCHKA_NA_OBODE
N142 T7 D1 M6
N143 G54
N144 M41
N145 S56 M3
N146 G94 G0 X363. Z75.
N147 G1 G9 Z65.91 F600 M8
N148 G95 Z59.91 F.11
N149 G94 Z65.91 F60
N150 X357.922 Z66.346
N151 G95 X361.648 Z59.392 F.11
N152 G2 X363.408 Z59.028 I.58 K.155
N153 G1 X371.768 Z61.441
N154 G3 X373.812 Z61.834 I1.75 K-3.031
N155 G1 X380.66 Z62.561 F.16
N156 G94 G9 X380. Z75. F1000 M9
N157 G0 Z400. D0 M5
N158 M1
N159 M30
%