Производства формованных резин в виде подошв прессовым методом (с использованием карусельного пресса)
Рецепт
Линия бункеров и дозаторов
Двухстадийное смешение (повторить для к/р)

Рис. 4.7.
Рис. IV.7. Схема формования резиновых смесей и вулканизации формованных резин
1 — резиносмеситель; 2 — ленточный конвейер для подачи кусков резиновой смеси; 3 — листовальные вальцы; 4 — ленточный закрытый конвейер для охлаждения резиновой смеси перед рафинированием; 5 — вальцы для рафинирования, разогрева, питания резиновой смесью каландрового оборудования; 6 (7) —предформователь червячно-плунжерного типа для получения заготовок; 7(9) — люлька подвесного конвейера для подачи заготовок на вулканизацию; 8(11) — карусельный пресс для вулканизации формованных деталей; 9(12) — прессоточка с выдвижной пресс-формой; 13 — манипулятор для снятия вулканизованных деталей; 14 — контейнер для сбора и транспортирования деталей.
Задание . Преобразовать подготовительное производство , вписав в него рис. 4.4.
. 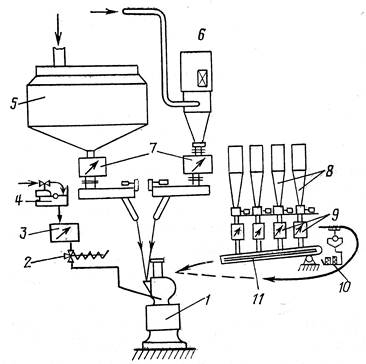
Рис. 4.4.
Рис.IV.4. Схема полуавтоматического комбинированного дозирования компонентов в резиносмеситель:
1 — резиносмеситель; 2 — электромагнитный клапан для продувки линии сжатым воздухом; 3 — автоматические весы для мягчителей; 4 — напорный бачок для мягчителей; 5 — бункер для наполнителя; 6 — бункер для резиновой муки; 7 и 9 — автоматические весы для наполнителя резиновой муки и ускорителей вулканизации; 8 — бункера для мелких навесок; 10 — подвесная люлька цепного конвейера для подачи каучуков и паст; 11 — ленточный конвейер
Изменить схему, поставив вместо червячно-плунжерного агрегата пресс-автомат рис. 4.11
Рис. 4.11. Схема пресс-автомата для вырубания заготовок подошв, каблуков и набоек:
1 — вальцы; 2 — лента резиновой смеси; 3 — направляющие; 4 — вырубной механизм 5 — приводные валики; 6 — лента резиновой смеси, возвращаемая после перфорации на вальцы