Жидкотекучесть. Определение жидкотекучести. Зависимость жидкотекучести от физико-химических свойств и температуры заливки сплава.
Вопрос №1.
Литейными называют технологические свойства металлов и сплавов, которые проявляются при заполнении формы, кристаллизации и дальнейшем охлаждении отливки. Наиболее важные технологические литейные свойства - жидкотекучесть, усадка (объемная и линейная), склонность сплавов к ликвации, образованию горячих и холодных трещин, поглощению газов, образованию газовой и усадочной пористости.
Жидкотекучесть сплава зависит от его природы (химического состава) и физических свойств (вязкости и поверхностного натяжения).
Наибольшей жидкотекучестью обладают чистые металлы и сплавы эвтектического состава, а также сплавы с узким интервалом кристаллизации ( < 30 °С). Это объясняется тем, что при их затвердевании образуются кристаллы постоянного состава, которые растут от поверхности канала литейной формы сплошным фронтом (рис. 4.3, а), и поэтому поток жидкого металла может свободно перемещаться внутри полости формы. Подвижность таких расплавов сохраняется вплоть до образования 60 ... 80 % в отливке твердой фазы.
< 30 °С). Это объясняется тем, что при их затвердевании образуются кристаллы постоянного состава, которые растут от поверхности канала литейной формы сплошным фронтом (рис. 4.3, а), и поэтому поток жидкого металла может свободно перемещаться внутри полости формы. Подвижность таких расплавов сохраняется вплоть до образования 60 ... 80 % в отливке твердой фазы.
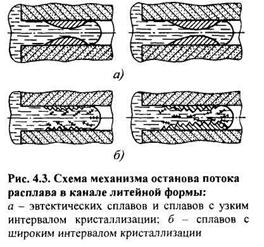 В сплавах, образующих твердые растворы и затвердевающих в широком интервале температур (> 100 °С), кристаллизация протекает с образованием тонких дендритов, проникающих в отливку, что значительно затрудняет течение металла (рис. 4.3, б). При движении потока металла обломки кристаллов смываются, скапливаются в головной части потока и при наличии 20 ... 30 % твердой фазы поток останавливается.
В сплавах, образующих твердые растворы и затвердевающих в широком интервале температур (> 100 °С), кристаллизация протекает с образованием тонких дендритов, проникающих в отливку, что значительно затрудняет течение металла (рис. 4.3, б). При движении потока металла обломки кристаллов смываются, скапливаются в головной части потока и при наличии 20 ... 30 % твердой фазы поток останавливается.
Отдельные компоненты сплавов существенно влияют на жидкотекучесть. Так, жидкотекучесть чугуна возрастает с увеличением содержания кремния, фосфора и особенно углерода, а хром, молибден и титан ее понижают.
Вязкость сплава зависит от его состава, наличия включений и температуры. Например, твердые включения и продукты раскисления увеличивают вязкость сплава, жидкие же неметаллические включения с температурой плавления ниже температуры плавления основного металла уменьшают ее. С повышением температуры расплава снижается вязкость и, соответственно, повышается его жидкотекучесть. При понижении температуры вязкость расплава повышается, причем особенно сильно при температуре ниже линии ликвидуса.
 Поверхностное натяжение в основном связано с наличием сплошных и плотных оксидных плен на поверхности головной части потока расплава. С увеличением поверхностного натяжения жидкотекучесть ухудшается, особенно при заполнении тонких каналов. Поэтому необходимо предпринимать меры по предотвращению окисления расплава при заливке форм (создавать восстановительную или нейтральную атмосферу в форме, вакуумировать форму и т.д.).
Поверхностное натяжение в основном связано с наличием сплошных и плотных оксидных плен на поверхности головной части потока расплава. С увеличением поверхностного натяжения жидкотекучесть ухудшается, особенно при заполнении тонких каналов. Поэтому необходимо предпринимать меры по предотвращению окисления расплава при заливке форм (создавать восстановительную или нейтральную атмосферу в форме, вакуумировать форму и т.д.).
Однако оксидные плены, образующие легкоплавкие жидкие фазы, наоборот, положительно влияют на жидкотекучесть. Увеличение теплопроводности материала формы снижает жидкотекучесть.
Так, песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму.
Жидкотекучесть сплавов определяют путем заливки специальных технологических проб (тонкие прутки, прямые и изогнутые пластины и т.д.). Наибольшее распространение получила спиральная
технологическая проба (рис. 4.4). Расплавленный металл заливают в литниковую чашу, отверстие в которой закрыто графитовой пробкой. После подъема пробки металл плавно заполняет спираль. За меру жидкотекучести принимают длину заполненной части спирали, измеряемую в
миллиметрах.
Наибольшей жидкотекучестью обладают силумины (алюминиево-кремниевые сплавы) и серый чугун, наименьшей - магниевые сплавы и сталь.