I. Литье в неметаллические (разрушающиеся или разовые) формы
Способы литья
Требования к литейной форме
Способы изготовления отливок
Для получения отливок служит литейная форма.
Литейная форма – система элементов, образующих рабочую полость, в которой, после заливки расплавленного металла, происходит формирование отливки. Отливка приобретает определенное макро- и микростроение, механические свойства. Литейные формы изготавливают из неметаллических материалов (литье в песчаные формы – ЛПФ, литье по выплавляемым моделям – ЛВМ, в оболочковые формы – ЛОФ) и металла ( литье в кокиль - ЛК, центробежное литье - ЦЛ, литье под давлением - ЛД ). Формы, изготовленные из неметаллов, разрушаются при извлечение отливок и используются для получения одной отливки (разрушающиеся или разовые формы). Формы, изготовленные из металлов, при извлечение отливки не разрушаются и используются для получения нескольких отливок (не разрушающиеся литейные формы)
Литейная форма должна обладать:
- высокой прочностью – способностью воспринимать нагрузки без разрушения при заливке расплавленного металла и транспортировке формы;
- достаточной податливостью- способностью не препятствовать сокращению отливки при ее охлаждении;
- высокой газопроницаемостью – способностью пропускать газы при формировании отливки;
- достаточной огнеупорностью – способностью сопротивляться расплавлению или размягчению под действием температуры расплава.
1. Литье в песчаные формы (ЛПФ) - процесс получения отливки в результате свободной заливки расплавленного металла в полость литейной формы. Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов и сплавов от нескольких грамм до сотен тонн.
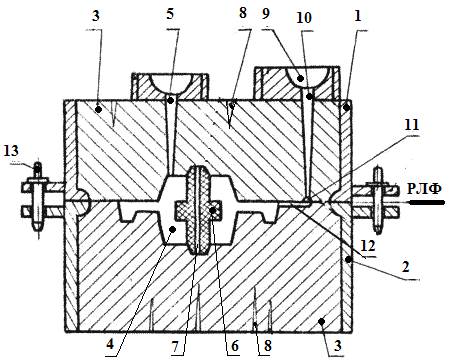
Литейная форма для получения отливок в песчаных формах представлена на рис.2Л.
|
| Рис. 2Л Литейная форма для получения отливок в песчаных формах 1- опока верхней полуформы; 2- опока нижней полуформы; 3- формовочная смесь; 4- полость литейной формы для получения отливки; 5- выпор, предназначенный для вывода газов из формы при заливке, контроля заполнения формы расплавленным металлом и для слива холодного металла из верхней части полости формы; 6- стержень для формирования внутренней полости отливки; 7- вентиляционный канал стержня для выхода газов; 8- наколы в формовочной смеси для обеспечения газопроницаемости литейной формы; 9- литниковая чаша; 10- стояк; 11- шлакоуловитель; 12- питатель; 13- цетрирующие стнржни для предотвращения взаимного смещения полуформ (исключения перекоса отливки); РЛФ – разъем литейной фрмы. Литейная опока (поз. 1и 2) – это приспособление в виде жёсткой рамы (открытого ящика), служащее для удержания формовочной смеси в процессе изготовления литейной формы и её последующей транспортировки и заливки металлом. Литниковая чаша 9, стояк 10, шлакоуловитель 11 и питатель 12 образуют литниковую систему. Литниковая система – система каналов и элементов литейной формы для подвода в её полость расплавленного металла. Она обеспечивает заполнение и питание отливки при затвердевании, а также служит для улавливания шлака, попадающего вместе с металлом. Основными элементами литниковой системы являются: - литниковая чаша – служит для приёма расплавленного металла из ковша и подачи его в форму, а также она препятствует проникновению шлака в форму, так как он легче металла и всплывает на её поверхность; -стояк – вертикальный или наклонный канал, предназначенный для подачи расплавленного металла из литниковой чаши к другим элементам системы; - шлакоуловитель – служит для задержки шлака, а также для подвода расплавленного металла от стояка к питателям; -питатель – служит для подвода расплавленного металла в полость литейной формы. |
Отливки в литейной форме могут располагаться в одной (рис. 3Л, а) или двух (рис. 3Л, б) полуформах.
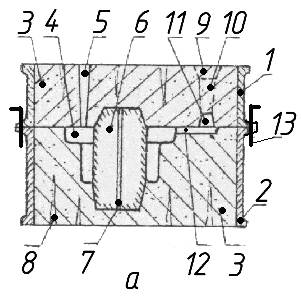
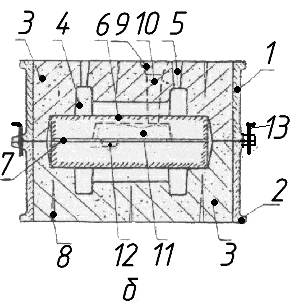
| 1- опока верхней полуформы; 2- опока нижней полуформы; 3- формовочная смесь; 4- полость литейной формы для получения отливки; 5- выпор; 6- стержень для формирования внутренней полости отливки; 7- вентиляционный канал стержня для выхода газов; 8- наколы в формовочной смеси для обеспечения газопроницаемости литейной формы; 9- литниковая чаша; 10- стояк; 11- шлакоуловитель; 12- питатель; (поз. 9;10;11;12- литниковая система); 13- цетрирующие стнржни.. |
| Рис. 3Л Расположение отливок в литейной форме а- расположение отливки в одной полуформе; б- расположение отливки в двух полуформах |
Процесс получения отливки в песчаной форме представлен на рис. 4Л.
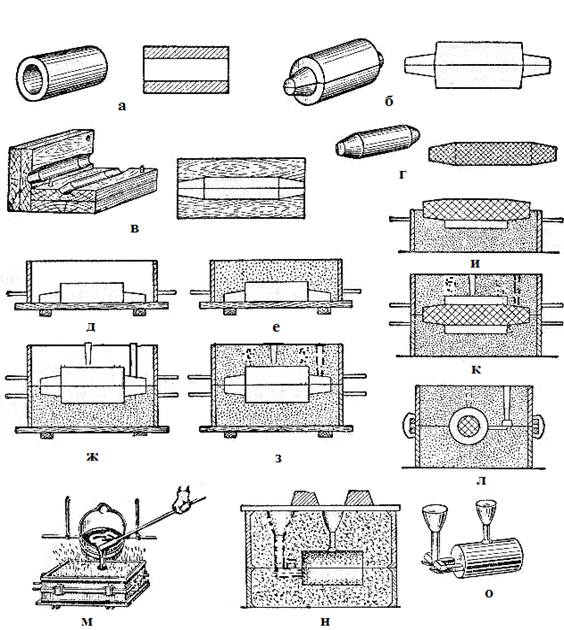
Рис. 4Л Процесс получения отливки в песчаной форме:
а – отливка (втулка); б – разъёмная деревянная модель втулки; в – стержневой ящик; г –стержень с коническими выступами по краям, предназначенными для установки в специальные углубления в литейной форме, называемые стержневыми знаками. д – установка нижней половины модели в нижнюю опоку, расположенную на модельной плите; е – формовка нижней опоки; ж – переворот нижней опоки, установка верхней половины модели и моделей литника и выпора (чаша вверху литника условно не показана); з – формовка верхней опоки; и – снятие верхней полуформы и установка стержня в нижнюю полуформу в специальные углубленна (стержневые знаки); к – сборка формы; л – скрепление боковыми зажимами собранной под заливку формы; м – заливка в форму расплавленного металла; н – литник и выпор в литейной форме; о – литниковая система и выпор в готовой отливке
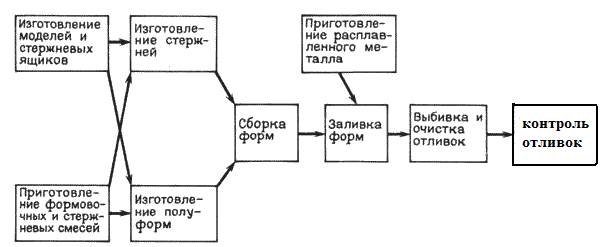
Схема технологического процесса ЛПФ представлена на рис.5Л