Основные конструкции и особенности некоторых резцов
Определение длины резца L4
Определение длины резца необходимой для закрепления в резцедержателе L3
Определение длины вылета резца L2
Длину вылета резца L2 необходимо делать как можно меньше с целью повышения прочности и жёсткости державки резца, но таким, чтобы обрабатываемая деталь не задевала за резцедержатель и на нее не наматывалась стружка. Необходимо также, чтобы длина вылета резца L2 обеспечивала возможность наблюдения за процессом резания. На практике вылета резца L2 = (1,0…1,5)*Н.
Размер L3 определяется размерами резцедержателя и необходимостью достаточно жесткого закрепления резца.
Длина резца L4 складывается из длины вылета резца L2 и длины резца, необходимой для закрепления державки резца в резцедержателе L3. Размер L3 может быть выбран либо из стандартного ряда этих размеров, либо выполнен специальным.
С целью экономии дефицитных и дорогостоящих инструментальных материалов (ИМ) резец выполняется составным или сборным: режущая часть (РЧ) из ИМ, а корпус из недорогой конструкционной стали (например, из стали 45, 50, 40Х, У8, У10, и др.)
В этом случае РЧ выполняется в виде пластины, СМП (сменная многогранная пластина), цилиндриков, двойных пластин, и т.д., которые могут располагаться на корпусе резца одним из следующих двух способов:
1 способ: радиально (плашмя).
2 способ: касательно (тангентциально).
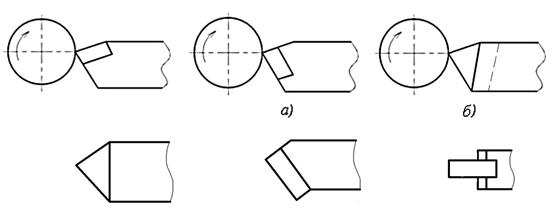
Рис. 4.6
1 способ наиболее распространён из-за простоты его реализации.
2,а способ допускает увеличение подачи и глубины резания (рекомендуется для черновой обработки);
2,б способ применяется для канавочных, отрезных, резьбовых резцов.
При этом пластины (режущие элементы) могут быть закреплены на корпусе любого инструмента (не только резца) одним из следующих способов:
1. Припаивание.
2. Приклеивание.
3. Силами резания.
4. Механический способ.