Табличный метод.
Классификация резцов
1. По виду обработки:
- токарные – рис. 2.1(альбом) (проходные прямой - а. отогнутый – б, упорный – в; подрезной - г, расточной – д, отрезной – е, резьбонарезной – ж, для контурного точения – з, фасонный – и);
- строгальные;
- долбёжные;
- специальные.
2. По характеру обработки:
- черновые (обдирочные);
- чистовые;
- для тонкого точения.
3. По установке и движению относительно детали:
- радиальные;
- тангенциальные;
4. По направлению рабочей подачи:
- правые;
- левые;
- нейтральные.
5. По конструкции рабочей части:
- прямые;
- отогнутые;
- изогнутые;
- оттянутые.
6. По сечению державки:
- прямоугольные;
- квадратные;
- круглые (для расточных резцов).
7. По конструкции:
- цельные (из одной заготовки);
- составные (рабочая часть закреплена на крепежной части неразъёмным соединением);
- сборные (рабочая часть закреплена на крепежной части разъёмным соединением).
8. По форме вершины лезвия резца в плане:
- радиусная;
- с переходной режущей кромкой.
9. По марке инструментального материала рабочей части:
(изуглеродистой или легированной стали, быстрорежущие, твердосплавные, минералокерамические и др.)
10. По габаритным размерам и способам крепления резца:
- обычные;
- резцы – вставки.
4.2.Выбор основных конструктивных размеров резцов 
Рис. 4.2
t – глубина резания;
j - главный угол резца в плане
К основным размерам резцов относят (см. рис. 4.2):
1) длину режущей кромки l1;
2) размеры поперечного сечения крепежной части (державки) резца Н (высота) x B(ширина) или D (диаметр);
3) длина вылета резца из резцедержателя L2;
4) длина резца L3;
5) h - высота от основания резца до вершины его режущих кромок.
h - высота от основания резца до вершины его режущих кромок.
Определение длины режущей кромки l1
lэ - активный участок режущей кромки, непосредственно срезающий припуск t:
lэ = t / sinj;
l1 = (1,5 - 2) * lэ (на практике l1значительно больше: l1 = (5 - 10) * lэ ;
l1 делают больше lэ с целью:
- увеличения прочности режущей кромки;
- улучшения теплоотвода в инструмент;
- перекрытия возможных колебаний припуска обрабатываемой детали t;
- возможности обработки этим же резцом других деталей с большей величиной припуска .
Определение размеров поперечного сечения крепежной части резца H(высоты) x B(ширины) или D (диаметра)
Резцедержатель служит для закрепления крепежной части (державки)резца, поперечное сечение которой может быть : квадратным (Н=В), прямоугольным (Н>В), круглым.
С целью унификации присоединительных размеров резцедержателей размеры поперечных сечений крепежных частей (державок)резцов стандартизированы. Принят следующий ряд размеров поперечных сечений державок резцов:
квадратные - Н*В = 4x4, 6x6, …, 32x32, 40x40 (мм*мм).
прямоугольные с отношением H/B = 1,6 для получистовой и чистовой обработки – Н*В = 16x10, 20x12, …, 40х25; 50x32 (мм*мм).
прямоугольные с отношением H/B = 1,25 для черновой обработки –
H*B =20х16, 25x20,…, 50х40, 63x50 (мм*мм).
- круглые - диаметром = 10, 20, 30, 40 мм.
Выбор размеров поперечного сечения крепежной части (державки) резца осуществляется либо расчетным (расчет на прочность и/или жесткость), либо табличным методом.
1. Расчётный метод.
1.1. Расчет державки резца на прочность.
Напряжения изгиба s, возникающие в опасном поперечном сечении державки резца под действием силы Pz, не должны превышать их допустимые значения [s]:
s = (Pz * l2)/W <= [s],
где W – осевой момент сопротивления опасного поперечного сечения державки резца(рис. 4.2).


Рис. 4.3
Значения величины [s] зависит от материала державки резца и от характера обработки, например:
[s] = 200…300 МПа для незакалённой углеродистой стали;
[s] = 300…400 МПа для закалённой углеродистой стали:
[s] = 100…150 МПа при прерывистом или скоростном резании.
Рис. 4.4
1.2. Расчет державки резца на жёсткость.
Определяется величина стрелки прогиба f под действием силы Pz
f = (Pz * l2)/(3*E*J)<=[f],
где E – модуль упругости;
J – момент инерции поперечного сечения державки резца;

[f] – допустимая величина стрелки прогиба.
При предварительном точении [f] = 0,1 мм, при окончательном - [f] = 0,05 мм.
На практике, если обеспечивается жёсткость державки резца, то ее прочность также обеспечена.
Недостаточная жёсткость державки резца может привести:
- к снижению точности обработки;
- к возникновению вибраций, приводящих к ухудшению качества обработанной поверхности и снижению стойкости РИ.
Эти формулы могут использоваться как при проверочном, так и при проектном расчёте.
Можно предложить несколько вариантов таблиц выбора поперечного сечения державки резца от параметров процесса резания, например, от площади поперечного сечения срезаемого слоя F = a * b ( см. рис. 4.5 и табл. 1).
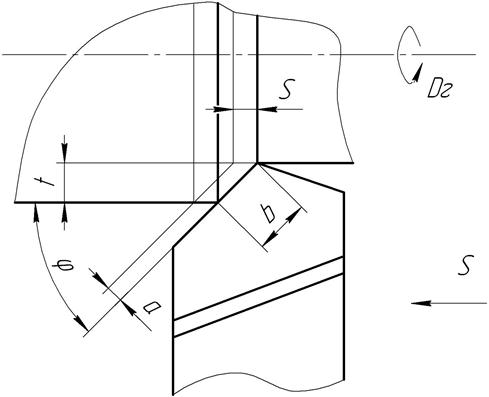
Рис. 4.5
Таблица 1
| Форма сечения державки | Площадь сечения срезаемого слоя F, мм2 | Примеч. | ||||||||
| 0,5 | 0,75 | 1,0 | 1,5 | 2,5 | 4,0 | 6,0 | 9,0 | 16,0 | 25,0 | φ=45º |
| Прямоугольная | - | - | - | 16×12 | 20×16 | 25×20 | 32×25 | 40×32 | 50×40 | 63×50 |
| Квадратная | 6×6 | 8×8 | 10×10 | 12×12 | 16×16 | 20×20 | 25×25 | 32×32 | - | - |