Понятие о зависимых и независимых допусках
В зависимости от условий работы деталей в механизме или от условий его сборки отклонения расположения могут проявлять себя либо независимо, либо совместно с отклонениями размеров, принадлежащим рассматриваемым и базовым поверхностям. Например, отклонение от параллельности осей отверстий под подшипники качения в корпусе проявляет себя независимо от отклонений диаметральных размеров этих отверстий (рис.73). Имеющееся отклонение от параллельности осей не может быть скомпенсировано изменением диаметральных размеров отверстий.
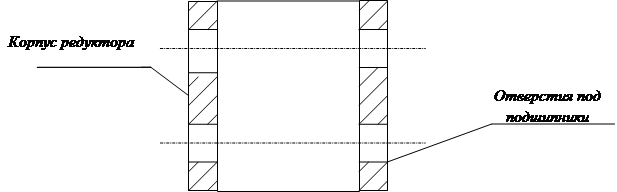
Рисунок 73 – Пример независимого допуска
Поэтому допуски расположения принять подразделять на зависимые и независимые. Рассмотрим пример.
Предположим, в сборке имеются ступенчатый валик 1 и отверстие 2. Для собираемости этих деталей необходимо обеспечить наличие зазора по диаметрам d1 и d2 - s1 и s2 (Рис.74).
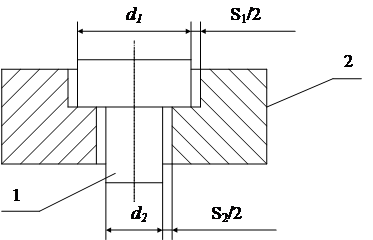 |
Рисунок 74 – Сборка ступенчатый валик - втулка
Эти зазоры будут зависеть как от соосности ступеней отверстия и вала, так и от фактических, действительных сочетаний диаметров d1 и d2 на валу и в отверстии. Предельное расположение элементов, при котором еще возможна сборка показано на рис.75. Ступени вала приняты идеально соосными.
Очевидно, что чем больше диаметральные размеры ступеней отверстий и чем меньше диаметры ступеней валика, тем большую несоосность D можно допустить при изготовлении. Таким образом, изменением диаметральных размеров можно скомпенсировать имеющееся отклонение расположения. Собираемость деталей будет зависеть не только от отклонения от соосности D, но и от действительных диаметров d1 и d2 .
 |
Рисунок 75 – Предельное положение деталей в сборке
|
 В этом случае допуск расположения (т.е. соосности) надо задать как зависимый и отклонения расположения надо рассматривать в связи с действительными размерами. В обозначении зависимого допуска ставят знак
В этом случае допуск расположения (т.е. соосности) надо задать как зависимый и отклонения расположения надо рассматривать в связи с действительными размерами. В обозначении зависимого допуска ставят знак
Зависимые допуски расположения используются в тех случаях, когда в первую очередь требуется обеспечить собираемость, т.е. вхождение одних элементов в другие. При этом собираемость обеспечивается даже при отклонении расположения значительно большем, чем указано на чертеже. Но, при условии, что дополнительная погрешность расположения будет скомпенсирована увеличением одиночных охватывающих размеров и уменьшением одиночных охватываемых размеров.
Пример:
Надо обеспечить сборку двух деталей 1 и 2 по диаметрам Dи d (это одиночные размеры), расположение которых оговаривается позиционирующими размерами L1 и L2 (рис.76), иными словами, необходимо найти предельно допустимую разность расстояний L1 и L2, при которой еще возможна собираемость.
При L1 = L2 расстояние S между верхними образующими цилиндрических поверхностей будет:
S = 0,5 (D - d)
При L1 < L2
S = 0,5 (D - d) - (L2 -L1)
Так как S > 0 - для условия собираемости, то
0,5 (D - d) - (L2 -L1) > 0
Отсюда следует, что при увеличении диаметра отверстия и уменьшении диаметра вала можно увеличить разность размеров L2 -L1, сохранив возможность сборки. Разность этих размеров зависит от позиционных допусков. Их следовательно тоже можно увеличить.
 |
Рисунок 76 – Схема по определению условия собираемости двух деталей