Обработка заготовок на горизонтально-фрезерных, вертикально-фрезерных и продольно-фрезерных станках
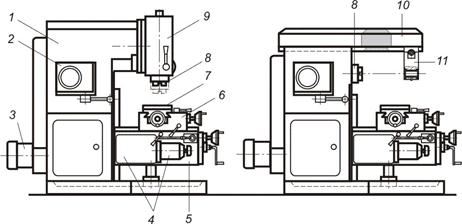
Горизонтально-фрезерные и вертикально-фрезерные станки относят к универсальному виду оборудования. Схемы компоновок вертикально-фрезерного и горизонтально-фрезерного станков представлены на рис.4.1 (обозначения аналогичных узлов станков приняты для схем «а» и «б» одинаковыми).
а б
Рис.4.1. Схемы компоновок вертикально-фрезерного (а) и горизонтально-фрезерного (б) станков
В станине 1 (рис.4.1,б) горизонтально-фрезерного станка размещена коробка скоростей 2 и вмонтирован шпиндель 8, в котором закрепляют режущий инструмент. На горизонтально-фрезерных станках в основном используют насадные фрезы (цилиндрические, дисковые, угловые), которые можно закреплять с помощью центровой оправки, вставляемой в коническое отверстие шпинделя. На направляющей хобота 10 станка монтируют подвески 11, поддерживающие правый консольный конец оправки. Фреза со шпинделем совершает главное вращательное движение. Движение на фрезу передается от шпинделя через шпонку. Заготовку устанавливают в приспособлении, которое закрепляется на столе 7. При небольшом объеме производства в качестве приспособления применяют универсальные машинные тиски, прижимные планки и т.п. В массовом производстве используют специальные приспособления с механизированным приводом.
При обработке на горизонтально-фрезерном станке, как правило, используют продольную подачу, которую заготовка совершает вместе со столом при его перемещении по направляющим поперечных салазок 6. Реже используют поперечную и вертикальную подачи. Поперечная подача осуществляется при перемещении поперечных салазок по направляющей консоли 5, а вертикальная – при перемещении консоли по вертикальным направляющим станины. На универсальных горизонтально-фрезерных станках имеется дополнительная поворотная плита, которая позволяет поворачивать стол с заготовкой вокруг вертикальной оси на определенный угол по отношению к направлению продольной подачи.
На рис.4.1,а представлена схема компоновки вертикально-фрезерного станка. По вертикальным направляющим станины 1 станка перемещается консоль 5. Установочное вертикальное положение консоли зависит от габаритных размеров заготовки. Заготовка, установленная на столе станка, может получить движение подачи в трех направлениях: продольном вместе со столом 7; поперечном вместе с салазками 6; вертикальном вместе с консолью. Перемещение поперечных салазок и продольного стола осуществляется шаговыми электродвигателями с гидроусилителями. В консоли размещается привод - коробка подач 4. При обработке на вертикально-фрезерном станке в основном используют продольную и поперечную подачи в зависимости от пространственного расположения обрабатываемой поверхности заготовки. Вертикальную подачу на этом станке используют очень редко.
На вертикально-фрезерных станках шпиндель 8 вмонтирован в поворотную фрезерную головку 9, его можно поворачивать вокруг горизонтальной оси вместе со шпиндельной головкой.
Вертикально-фрезерные станки с ЧПУ, которые проектируются на базе универсальных станков, позволяют осуществлять программированные перемещения салазок, стола, шпинделя и автоматически устанавливать заготовку относительно инструмента по заданным координатам.
Для обработки на фрезерных станках в качестве режущего инструмента используют фрезы различных типов. Тип фрезы для каждого конкретного случая обработки выбирается в зависимости от вида обрабатываемой поверхности заготовки и модели используемого оборудования. Цилиндрические и дисковые односторонние фрезы имеют режущие кромки, расположенные на наружной цилиндрической поверхности. У дисковых двухсторонних, торцовых насадных, угловых, шпоночных и концевых фрез режущие зубья располагаются на наружной цилиндрической и одной торцовой поверхностях. У дисковых трехсторонних фрез зубья расположены на наружной цилиндрической поверхности и двух торцах. Соответственно, такими инструментами можно одновременно обработать одну, две или три плоскости.
В зависимости от типа режущего инструмента различают:
1) периферийное фрезерованиелезвийным инструментом;
2) торцовое фрезерование лезвийным инструментом;
3) охватывающее фрезерование инструментом, зубья которого расположены на внутренней поверхности его корпуса.
Конструктивно фрезы изготавливаются либо с осевым отверстием (насадные), либо с коническим или цилиндрическим хвостовиком (концевые). Эта конструктивная особенность обусловливает способ крепления инструмента на станке (рис.4.2). Насадные фрезы закрепляют на оправках 5, хвостовые – в отверстие шпинделя напрямую или через переходную втулку 3. При этом инструмент вместе с втулкой жестко крепится к шпинделю 2 специальным длинным резьбовым элементом 1, называемым шомполом.

Рис.4.2. Способы крепления фрез: а – хвостовых; б – насадных: 1 – шомпол; 2 – шпиндель; 3 – втулка; 4 – шпонка торцовая; 5 – оправка; 6 – втулка; 7 – инструмент (фрезы); 8 – шпонка осевая; 9 – гайка; 10 – цапфа оправки; 11 – серьга; 12 – хобот
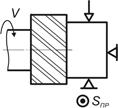
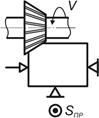
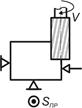
Некоторые наиболее распространенные схемы фрезерования различных поверхностей на универсальных фрезерных станках показаны на рис.4.3.
| 
| 
| 
|
| 
| 
| |

| 
| ||

| 
| 
| 
|

| 
| 
| 
|
Рис.4.3. Схемы обработки поверхностей на вертикально- и горизонтально-фрезерных станках
Продольно-фрезерные станки предназначены для обработки крупных корпусных деталей в серийном производстве. На продольно-фрезерных станках торцовыми насадными и концевыми фрезами обрабатывают вертикальные, горизонтальные, наклонные плоскости, пазы и уступы.
Конструктивно такие станки могут выполняться одно- и двухстоечными. На двухстоечных продольно-фрезерных станках (рис.4.4) одновременно несколькими фрезами производят обработку одной или нескольких заготовок.


а б
Рис.4.4. Схемы компоновки продольно-фрезерного станка (а) и обработки поверхностей на продольно-фрезерном станке (б)
Стол продольно-фрезерного станка вместе с заготовкой (заготовками) обеспечивает продольную подачу, перемещаясь только в продольном направлении по продольным направляющим станины. На двух вертикальных стойках, смонтированных на станине, в ходе предварительной настройки станка устанавливают на нужной высоте левую и правую шпиндельные бабки. По вертикальным направляющим стоек движется траверса, несущая еще две шпиндельные бабки - вертикальные. По мере необходимости для фрезерования наклонных поверхностей некоторые шпиндельные бабки при настройке могут быть повернуты на определенный угол. В процессе работы все шпиндельные бабки зафиксированы в нужном положении и неподвижны. Фрезерные шпиндели при наладке могут перемещаться вдоль своих осей. Конструкция шпиндельных бабок предусматривает возможность работы шпинделей с различными скоростями. Для обеспечения более высокой жесткости станка и, следственно повышения точности обработки, стойки соединены консолью.
На базе универсальных горизонтально-, вертикально- и продольно-фрезерных станков могут быть созданы станки с ЧПУ, которые сочетают широкие технологические возможности базовой конструкции с достоинствами автоматизированного цикла обработки.
4.3 Обработка заготовок на карусельно-
и барабанно-фрезерных станках
В крупносерийном и массовом производстве для высокопроизводительного непрерывного фрезерования заготовок небольших размеров (рычаги, кронштейны и т.д.) применяют карусельно-фрезерные станки (рис.4.5).

Рис.4.5. Схема компоновки основных узлов
карусельно-фрезерногостанка
На станине 1 карусельно-фрезерного станка смонтирована стойка 8 с вертикальными направляющими, по которым перемещается и закрепляется на необходимой высоте фрезерная головка 6 с двумя шпинделями 5. Поскольку на станках такого типа чаще всего обрабатывают горизонтальные плоскости, то в качестве режущего инструмента используют преимущественно торцовые насадные фрезы 4, которые закрепляют в шпинделях. Станок имеет круглый вращающийся стол 2. Стол смонтирован на салазках, поэтому при настройке станка он вместе с ними может перемещаться вдоль поперечных направляющих станины. В рабочем состоянии стол медленно и непрерывно вращается вокруг вертикальной оси. На столе равномерно по окружности располагаются приспособления 3. Обработка на карусельно-фрезерном станке происходит без остановки станка при непрерывном вращении стола. Заготовки устанавливают в приспособления и снимают на ходу, когда они находятся в загрузочной позиции. Стол, вращаясь, транспортирует заготовку в рабочую зону, где она последовательно проходит черновую и чистовую стадии обработки инструментами, установленными в двух шпинделях фрезерной головки и настроенными на получение определенного размера (предварительно и окончательного) обрабатываемой поверхности. Пройдя полный круг, заготовка вновь попадает в загрузочную зону, где ее снимают с приспособления, и на ее место устанавливают следующую.
На барабанно-фрезерных станках фрезеруют в основном вертикальные плоскости заготовок. Обработка производится в два этапа – предварительная и окончательная. Движение подачи заготовки при этом, как и на карусельно-фрезерном станке, также является вращательным и осуществляется за счет непрерывного вращения стола (барабана), но ось вращения расположена горизонтально (рис.4.6).

Рис.4.6. Схема компоновки основных узлов
барабанно-фрезерногостанка
Заготовки закрепляются в приспособлениях на гранях барабана. Станок имеет две пары фрезерных головок, в которых устанавливаются торцовые насадные фрезы со вставными резцами. Фрезы, установленные в верхних фрезерных головках, осуществляют черновую обработку поверхностей, а в нижних – чистовую. На барабанно-фрезерных станках обрабатываются довольно крупные заготовки, станки такого типа широко применяют, например, в автотракторной промышленности.
Карусельно- и барабанно-фрезерные станки обеспечивают высокую производительность, в первую очередь, за счет значительного сокращения вспомогательного времени, поэтому они рекомендуются к применению в крупносерийном и массовом производствах.