Изготовление труб
Прокатку гильзы (полученную прошивкой) в бесшовную трубу требуемых диаметров и толщины стенки производят на раскатных станах различной конструкции (автоматические и пилигримовые станы, рис. 4.6).
У автоматических станов валки имеют круговой калибр постоянного сечения и при прокатке труб заготовка проходит через несколько последовательно расположенных пар валков. Для этих станов μ= 4,5 (вытяжка).
У пилигримовых станов валки имеют круговой калибр переменного сечения. На таких станах на одной паре волков обеспечивается значительная вытяжка μ=10…14.
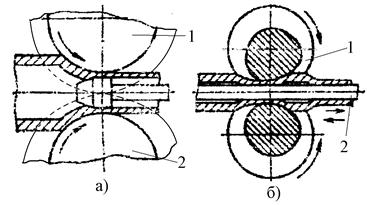
1 - валки; 2 - оправка
Рис. 4.6. Схемы прокатки труб на автоматическом (а) и пилигримовом (б) станах
Сварные трубы получают из плоской заготовки (ленты или листа) ширина которой соответствует длине окружности трубы (рис. 4.7)
Рис. 4.7 - Последовательность процесса свертывания полосы в трубу в шести клетях непрерывного стана
Сварные трубы больших диаметров изготавливают методом спиральной навивки.
Сварные швы при изготовлении труб выполняются автоматической сваркой.