Поверхностное упрочнение стали
Чугуны
Стали
Сталью называется сплав железа с углеродом, в котором углерода содержится не более 2,14%. Это теоретическое определение. На практике в сталях, как правило, не содержится углерода более 1,5%.
Влияние углерода и примесей на свойства стали.Углерод существенно влияет на свойства стали даже при незначительном изменении его содержания. В стали имеются две фазы — феррит и цементит (частично в виде перлита). Количество цементита возрастает прямо пропорционально содержанию углерода. Как уже говорилось, феррит характеризуется высокой пластичностью и низкой твердостью, а цементит, напротив, очень низкой пластичностью и высокой твердостью. Поэтому с повышением содержания углерода до 1,2% снижаются пластичность и вязкость стали и повышаются твердость и прочность.
Повышение содержания углерода влияет и на технологические свойства стали. Ковкость, свариваемость и обрабатываемость резанием ухудшаются, но литейные свойства улучшаются.
Кроме железа и углерода в стали всегда присутствуют постоянные примеси. Наличие примесей объясняется технологическими особенностями производства стали (марганец, кремний) и невозможностью полного удаления примесей, попавших в сталь из железной руды (сера, фосфор, кислород, водород, азот). Возможны также случайные примеси (хром, никель, медь и др.).
Марганец и кремний вводят в любую сталь для раскисления, т.е. для удаления вредных примесей оксида железа FeO. Марганец также устраняет вредные сернистые соединения железа. При этом содержание марганца обычно не превышает 0,8%, а кремния — 0,4%. Марганец повышает прочность, а кремний упругость стали.
Фосфор растворяется в феррите, сильно искажает кристаллическую решетку, снижая при этом пластичность и вязкость, но повышая прочность. Вредное влияние фосфора заключается в том, что он сильно повышает температуру перехода стали в хрупкое состояние, т.е. вызывает ее хладноломкость. Вредность фосфора усугубляется тем, что он может распределяться в стали неравномерно. Поэтому содержания фосфора в стали ограничивается величиной 0,045%.
Сера также является вредной примесью. Она нерастворима в железе и образует с ним сульфид железа FeS, который образует с железом легкоплавкую эвтектику. Эвтектика располагается по границам зерен и делает сталь хрупкой при высоких температурах. Это явление называется красноломкостью. Количество серы в стали ограничивается 0,05%.
Водород, азот и кислород содержатся в стали в небольших количествах. Они являются вредными примесями, ухудшающими свойства стали.
Классификация сталей.По химическому составу стали могут быть углеродистыми, содержащими железо, углерод и примеси и легированными, содержащими дополнительно легирующие элементы, введенные в сталь с целью изменения ее свойств.
По содержанию углерода стали делятся на низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25 — 0,7% С) и высокоуглеродистые (более 0,7% С).
По назначению различают стали конструкционные, идущие на изготовление деталей машин, конструкций и сооружений, инструментальные, идущие на изготовление различного инструмента, а также стали специального назначения с особыми свойствами: нержавеющие, жаростойкие, жаропрочные, износостойкие, с особыми электрическими и магнитными свойствами и др..
Пепсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
3. СПЛАВЫ ЖЕЛЕЗА С УГЛЕРОДОМ

 По показателям качества стали классифицируются на обыкновенного качества, качественные, высококачественные и особо высококачественные. Качество стали характеризуется совокупностью свойств, определяемых процессом производства, химическим составом, содержанием газов и вредных примесей (серы и фосфора). В соответствии с ГОСТом стали обыкновенного качества должны содержать не более 0,045% Р и 0,05% S, качественные — не более 0,035% Р и 0,04% S, высококачественные — не более 0,025% Р и 0,025% S и особо высококачественные — не более 0,025% Р и 0,015% S. Углеродистые конструкционные стали могут быть только обыкновенного качества и качественными.
По показателям качества стали классифицируются на обыкновенного качества, качественные, высококачественные и особо высококачественные. Качество стали характеризуется совокупностью свойств, определяемых процессом производства, химическим составом, содержанием газов и вредных примесей (серы и фосфора). В соответствии с ГОСТом стали обыкновенного качества должны содержать не более 0,045% Р и 0,05% S, качественные — не более 0,035% Р и 0,04% S, высококачественные — не более 0,025% Р и 0,025% S и особо высококачественные — не более 0,025% Р и 0,015% S. Углеродистые конструкционные стали могут быть только обыкновенного качества и качественными.
Углеродистые стали обыкновенного качествав зависимости от назначения и гарантируемых свойств делятся на три группы: А, Б и В. Стали группы А имеют гарантируемые механические свойства. Они используются в состоянии поставки без горячей обработки или сварки. Эти стали маркируются буквами Ст и цифрами, обозначающими порядковый номер марки. Выпускается семь марок сталей группы А: Ст0, Ст1, Ст2, ..., Ст6. Чем выше номер марки, тем больше содержание углерода и, соответственно, выше прочность и ниже пластичность.
Стали группы Б имеют гарантируемый химический состав. Эти стали подвергаются горячей обработке. При этом их механические свойства не сохраняются, а химический состав важен для определения режима обработки. Маркируются они так же, как стали группы А, но перед буквами Ст ставится буква Б. Чем выше номер марки, тем больше содержание в стали углерода, марганца и кремния.
Стали группы В имеют гарантируемые механические свойства и химический состав. Эти стали используются для сварки, так как для выбора режима сварки надо знать химический состав, а механические свойства частей изделий, не подвергшихся тепловому воздействию, остаются без изменений. В марках сталей этой группы на первое место ставится буква В. При этом механические свойства соответствуют свойствам аналогичной марки из группы А, а химический состав — составу аналогичной марки из группы Б.
Качественные конструкционные углеродистые сталимаркируются цифрами 08, 10, 15, 20, 25, ..., 85, которые обозначают среднее содержание углерода в сотых долях процента. Эти стали отличаются от сталей обыкновенного качества большей прочностью, пластичностью и ударной вязкостью. Если для сталей обыкновенного качества максимальная прочность составляет 700 МПа, то для качественной она дос-
тигает 1100 МПа. Более подробно они будут рассмотрены совместно с конструкционными легированными сталями (см. раздел 5.1.).
Чугуном называют сплав железа с углеродом, содержащий от 2,14 до 6,67% углерода. Но это теоретическое определение. На практике содержание углерода в чугунах находится в пределах 2,5-4,5%. В качестве примесей чугун содержит Si, Mn, S и Р.
Классификация чугунов. Взависимости от того, в какой форме содержится углерод в чугунах, различают следующие их виды. В белом чугуне весь углерод находится в связанном состоянии в виде цементита. Структура белого чугуна соответствует диаграмме Fe-Fe3C. В сером чугуне большая часть углерода находится в виде графита, включения которого имеют пластинчатую форму. В высокопрочном чугуне графитные включения имеют шаровидную форму, а в ковком — хлопьевидную. Содержание углерода в виде цементита в сером, высокопрочном и ковком чугунах может составлять не более 0,8%.
Белый чугун обладает высокой твердостью, хрупкостью и очень плохо обрабатывается. Поэтому для изготовления изделий он не используется и применяется как передельный чугун, т.е. идет на производство стали. Для деталей с высокой износостойкостью используется чугун с отбеленной поверхностью, в котором основная масса металла имеет структуру серого чугуна, а поверхностный слой — белого чугуна. Машиностроительными чугунами, идущими на изготовление деталей, являются серый, высокопрочный и ковкий чугуны. Детали из них изготовляются литьем, так как чугуны имеют очень хорошие литейные свойства. Благодаря графитным включениям эти чугуны хорошо обрабатываются, имеют высокую износостойкость, гасят колебания и вибрации. Но графитные включения уменьшают прочность.
Таким образом, структура машиностроительных чугунов состоит из металлической основы и графитных включений. По металлической основе они классифицируются на ферритный чугун (весь углерод содержится в виде графита), феррито-перлитный и перлитный (содержит 0,8% углерода в виде цементита). Характер металлической основы влияет на механические свойства чугунов: прочность и твердость выше у перлитных, а пластичность — у ферритных.
Серый чугунимеет пластинчатые графитные включения. Структура серого чугуна схематически изображена на рис. 14,а. Получают серый чугун путем первичной кристаллизации из жидкого сплава.
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
3. СПЛАВЫ ЖЕЛЕЗА С УГЛЕРОДОМ
 На графитизацию (процесс выделения графита) влияют скорость охлаждения и химический состав чугуна. При быстром охлаждении графитизации не происходит и получается белый чугун. По мере уменьшения скорости охлаждения получаются, соответственно, перлитный, феррито-перлитный и ферритный серые чугуны. Способствуют графитизации углерод и кремний. Кремния содержится в чугуне от 0,5 до 5%. Иногда его вводят специально. Марганец и сера препятствуют графитизации. Кроме того, сера ухудшает механические и литейные свойства. Фосфор не влияет на графитизацию, но улучшает литейные свойства.
На графитизацию (процесс выделения графита) влияют скорость охлаждения и химический состав чугуна. При быстром охлаждении графитизации не происходит и получается белый чугун. По мере уменьшения скорости охлаждения получаются, соответственно, перлитный, феррито-перлитный и ферритный серые чугуны. Способствуют графитизации углерод и кремний. Кремния содержится в чугуне от 0,5 до 5%. Иногда его вводят специально. Марганец и сера препятствуют графитизации. Кроме того, сера ухудшает механические и литейные свойства. Фосфор не влияет на графитизацию, но улучшает литейные свойства.
Механические свойства серого чугуна зависят от количества и размера графитных включений. По сравнению с металлической основой графит имеет низкую прочность. Поэтому графитные включения можно считать нарушениями сплошности, ослабляющими металлическую основу. Так как пластинчатые включения наиболее сильно ослабляют металлическую основу, серый чугун имеет наиболее низкие характеристики, как прочности, так и пластичности среди всех машиностроительных чугунов. Уменьшение размера графитных включений улучшает механические свойства. Измельчению графитных включений способствует кремний.

Рис. 14. Схематическое изображение структур чугунов: а - серого, б - высокопрочного, в - ковкого.
Маркируется серый чугун буквами СЧ и числом, показывающем предел прочности в десятых долях мегапаскаля. Так, чугун СЧ 35 имеет =350 МПа. Имеются следующие марки серых чугунов: СЧ 10, СЧ 15, СЧ 20, ..., СЧ 45.
=350 МПа. Имеются следующие марки серых чугунов: СЧ 10, СЧ 15, СЧ 20, ..., СЧ 45.
Высокопрочный чугунимеет шаровидные графитные включения. Структура высокопрочного чугуна изображена на рис. 14,6.
Получают высокопрочный чугун добавкой в жидкий чугун небольшого количества щелочных или щелочноземельных металлов, которые округляют графитные включения в чугуне, что объясняется увеличением поверхностного натяжения графита. Чаще всего для этой цели применяют магний в количестве 0,03-0,07%. По содержанию других элементов высокопрочный чугун не отличается от серого.
Шаровидные графитные включения в наименьшей степени ослабляют металлическую основу. Именно поэтому высокопрочный чугун имеет более высокие механические свойства, чем серый. При этом он сохраняет хорошие литейные свойства, обрабатываемость резанием, способность гасить вибрации и т.д.
Маркируется высокопрочный чугун буквами ВЧ и цифрами, показывающими предел прочности в десятых долях мегапаскаля. Например, чугун ВЧ 60 имеет бв= 600МПа. Существуют следующие марки высокопрочных чугунов: ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80, ВЧ 100. Применяются высокопрочные чугуны для изготовления ответственных деталей — зубчатых колес, валов и др.
Ковкий чугунимеет хлопьевидные графитные включения (рис. 14,в). Его получают из белого чугуна путем графитизирующего отжига, который заключается в длительной (до 2 суток) выдержке при температуре 950-970°С. Если после этого чугун охладить, то получается ковкий перлитный чугун, металлическая основа которого состоит из перлита и небольшого количества (до 20%) феррита. Такой чугун называют также светлосердечным. Если в области эвтектоидного превращения (720-760°С) проводить очень медленное охлаждение или даже дать выдержку, то получится ковкий ферритный чугун, металлическая основа которого состоит из феррита и очень небольшого количества перлита (до 10%). Этот чугун называют черносердечным, так как он содержит сравнительно много графита.
Маркируется ковкий чугун буквами КЧ и двумя числами, показывающими предел прочности в десятых долях мегапаскаля и относительное удлинение в %. Так, чугун КЧ 45-7 имеет б= 450 МПа и 8 = 7%. Ферритные ковкие чугуны (КЧ 33-8, КЧ 37-12) имеют более высокую пластичность, а перлитные (КЧ 50-4, КЧ 60-3) более высокую прочность. Применяют ковкий чугун для деталей небольшого сечения, работающих при ударных и вибрационных нагрузках.
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ

 4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов с целью получения заданных свойств за счет изменения внутреннего строения и структуры. Различают следующие виды термической обработки: отжиг, закалка и отпуск.
4.1. Отжиг
Отжигом стали называется вид термической обработки, заключающийся в ее нагреве до определенной температуры, выдержке при этой температуре и медленном охлаждении. Цели отжига — снижение твердости и улучшение обрабатываемости стали, изменение формы и величины зерна, выравнивание химического состава, снятие внутренних напряжений. Существуют различные виды отжига: полный, неполный, диффузионный, рекристаллизационный, низкий, отжиг на зернистый перлит, нормализация. Температуры нагрева стали для ряда видов отжига связаны с положением линий диаграммы Fe-Fe3C. Низкая скорость охлаждения обычно достигается при остывании стали вместе с печью.
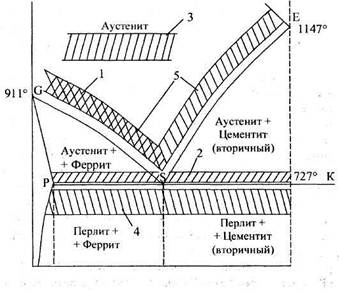
Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали для полного отжига осуществляется на 30-50° выше линии GS диаграммы Fe-Fe?C (рис. 15). При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем при медленном охлаждении в структуру из мелких зерен феррита и перлита. Повышение температуры нагрева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается.
При неполном отжиге нагрев производится на ЗО-5О°С выше линии PSK диаграммы Fe-Fe3C (рис. 15). Он производится, если исходная структура не очень крупнозерниста или не надо изменить расположение ферритной (в доэвтектоидных сталях) или цементит-ной (в заэвтектоидных сталях) составляющей. При этом происходит
лишь частичная перекристаллизация — только перлитной составляющей стали.
Диффузионный отжиг (гомогенизация) заключается в нагреве стали до 1000-1100°С, длительной выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу. Благодаря высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая может быть устранена последующим полным отжигом.
 Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации, которая для железа составляет 450°С (см. раздел 2.1.). Обычно для повышения скорости рекристаллизационных процессов применяют значительно более высокие температуры, которые, однако, должны быть ниже линии PSK диаграммы Fe-Fe3C. Поэтому температура нагрева для
Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев необходимо осуществлять выше температуры рекристаллизации, которая для железа составляет 450°С (см. раздел 2.1.). Обычно для повышения скорости рекристаллизационных процессов применяют значительно более высокие температуры, которые, однако, должны быть ниже линии PSK диаграммы Fe-Fe3C. Поэтому температура нагрева для
0,8 2,14
Содержание углерода, %
Рис.15. Области температур нагрева для различных видов отжита:
1 - полный отжиг; 2 - неполный отжиг; 3 -диффузионный отжиг;
4 - рекристаллизационный отжиг; 5 - нормализация.
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ

 рекристаллизационного отжига составляет 650-700°С. В результате рекристаллизационного отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
рекристаллизационного отжига составляет 650-700°С. В результате рекристаллизационного отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяется в тех случаях, когда структура стали удовлетворительна и необходимо только снять внутренние напряжения, возникающие при кристаллизации или после механической обработки. В этом случае сталь нагревают значительно ниже линии PSK диаграммы Fe-Fe3C (200-600°C).
Отжиг на зернистый перлит (сфероидизацию) применяют для сталей близких к эвтектоидному составу или для заэвтектоидных. Такой отжиг осуществляют маятниковым способом (температуру несколько раз изменяют вблизи линии PSK, то перегревая выше нее на 30-50°С, то охлаждая ниже на 30-50°С) или путем длительной выдержки (5-6 часов) при температуре несколько выше линии PSK и последующего медленного охлаждения. После такого отжига цементит, обычно присутствующий в структуре в виде пластин, приобретает зернистую форму. Сталь со структурой зернистого перлита обладает большей пластичностью, меньшей твердостью и прочностью по сравнению с пластинчатым перлитом. Отжиг на зернистый перлит применяется для подготовки сталей к закалке или для улучшения их обрабатываемости резанием.
Нормализация состоит из нагрева стали на 30-50°С выше линии GSE диаграммы Fe-Fe3C (рис. 15), выдержки при этой температуре и последующего охлаждения на воздухе. Более быстрое охлаждение по сравнению с обычным отжигом приводит к более мелкозернистой структуре. Нормализация — более дешевая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. Для низкоуглеродистых сталей (до 0,3% С) разница в свойствах между нормализованным и отожженным состоянием практически отсутствует и эти стали лучше подвергать нормализации. При большем содержании углерода нормализованная сталь обладает большей твердостью и меньшей вязкостью, чем отожженная. Иногда нормализацию считают самостоятельной разновидностью термической обработки, а не видом отжига.
4.2. Закалка и отпуск стали
Превращения в стали при охлаждении.При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fe-Fe3C. Вначале происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита (в заэвтектоидных сталях), а
затем происходит превращение аустенита в перлит. Это превращение заключается в распаде аустенита на феррит, почти не содержащий углерода и цементит, содержащий 6,67% С. Поэтому превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры.

Рис 16. Диаграмма изотермического превращения аустенита эвтектоидной стали (схема).
Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидной стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 16). Диаграмма строится в координатах температура — логарифм времени. Выше температуры 727°С на диаграмме находится область устойчивого аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С- образная кривая на диаграмме соответствует началу превращения аустенита, а вторая — его завершению. При небольшом переохлаждении— приблизительно до 550°С происходит упомянутое выше диффузионное перлитное превращение. В зависимости от степени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа — механические смеси феррита и цементита, имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т.е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура — перлит, наиболее
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
 мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240°С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в аа-железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до HRC 65). Горизонтальная линия Мп диаграммы соответствует началу превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240°С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в аа-железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до HRC 65). Горизонтальная линия Мп диаграммы соответствует началу превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение и образуется структура, называемая бейнит.
Закалка— это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Нагрев стали производится на 30-50°С выше линии GSK диаграммы Fe-Fe?C. В доэв-тектоидных сталях нагрев выше линии GS необходим для того, чтобы после закалки в структуре не было мягких ферритных включений. Для заэвтектоидных сталей применяется нагрев выше линии SK, так как присутствие цементита не снижает твердость стали.
Обычно в результате закалки образуется мартенситная структура. Поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С- образные кривые диаграммы изотермического превращения аустенита (рис. 16). Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей).
Способность стали закаливаться на мартенсит называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3%) практически не закаливаются и закалка для них не применяется.
Прокаливаемостью называется глубина проникновения закаленной зоны. Отсутствие сквозной прокаливаемости объясняется тем, что при охлаждении сердцевина остывает медленнее, чем поверхность. Прокаливаемость характеризует критический диаметр D, , т.е. максимальный диаметр детали цилиндрического сечения, которая прокаливается насквозь в данном охладителе.
4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ 37
Отпуск стали— это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже линии PSK), выдержке и охлаждении. Цель отпуска — получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск.
Низкий отпуск проводится при температуре 150-200°С. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости. Образуется структура мартенсит отпуска. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой твердостью и износостойкостью.
При среднем отпуске производится нагрев до 350-450°С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Структура стали представляет собой тростит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск проводится при 550-650°С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали — сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей.
Поверхностная закалкасостоит в нагреве поверхностного слоя стальных деталей до аустенитного состояния и быстрого охлаждения с целью получения высокой твердости и прочности в поверхностном слое в сочетании с вязкой сердцевиной. Существуют различные способы нагрева поверхности под закалку — в расплавленных металлах или солях, пламенем газовой горелки, лазерным излучением, током высокой частоты. Последний способ получил наибольшее распространение в промышленности.
При нагреве токами высокой частоты закаливаемую деталь помещают внутри индуктора, представляющего собой медные трубки с
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
 циркулирующей внутри для охлаждения водой. Форма индуктора соответствует внешней форме детали. Через индуктор пропускают электрический ток (частотой 500 Гц-10 МГц). При этом возникает электромагнитное поле, которое индуцирует вихревые токи, нагревающие поверхность детали. Глубина нагретого слоя уменьшается с увеличением частоты тока и увеличивается с возрастанием продолжительности нагрева. Регулируя частоту и продолжительность, можно получить необходимую глубину закаленного слоя, находящуюся в пределах 1-10 мм.
циркулирующей внутри для охлаждения водой. Форма индуктора соответствует внешней форме детали. Через индуктор пропускают электрический ток (частотой 500 Гц-10 МГц). При этом возникает электромагнитное поле, которое индуцирует вихревые токи, нагревающие поверхность детали. Глубина нагретого слоя уменьшается с увеличением частоты тока и увеличивается с возрастанием продолжительности нагрева. Регулируя частоту и продолжительность, можно получить необходимую глубину закаленного слоя, находящуюся в пределах 1-10 мм.
Преимуществами закалки токами высокой частоты являются регулируемая глубина закаленного слоя, высокая производительность (нагрев одной детали длится 10 с), возможность автоматизации, отсутствие окалинообразования. Недостаток — высокая стоимость индуктора, который является индивидуальным для каждой детали. Поэтому этот вид закалки применим, в основном, к крупносерийному и массовому производству.
Перспективный метод поверхностной закалки стальных деталей сложной формы — лазерная обработка. Благодаря высокой плотности энергии в луче лазера возможен быстрый нагрев очень тонкого слоя металла. Последующий быстрый отвод тепла в объем металла приводит к закалке поверхностного слоя с приданием ему высокой твердости и износостойкости.
Химико-термическая обработка— это процесс изменения химического состава, структуры и свойств поверхности стальных деталей за счет насыщения ее различными химическими элементами. При этом достигается значительное повышение твердости и износостойкости поверхности деталей при сохранении вязкой сердцевины. К видам химико-термической обработки относятся цементация, азотирование, цианирование и др.
Цементация — это процесс насыщения поверхностного слоя стальных деталей углеродом. Цементация производится путем нагрева стальных деталей при 880-950°С в углеродосодержащей среде, называемой карбюризатором. Различают два основных вида цементации — газовую и твердую. Газовая цементация проводится в газе, содержащем метан СН4 и оксид углерода СО. Твердая цементация проводится в стальных ящиках, куда укладываются детали вперемешку с карбюризатором. Карбюризатором служит порошок древесного угля с добавкой солей Na2CO3 или ВаСО3.
Цементации подвергают стали с низким содержанием углерода (0,1-0,3%). В результате на поверхности концентрация углерода
4. ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ 39
возрастает до 1,0-1,2%. Толщина цементованного слоя составляет 1-2,5 мм.
Цементацией достигается только выгодное распределение углерода по сечению детали. Высокая твердость и износостойкость поверхности получается после закалки, которая обязательно проводится после цементации. Затем следует низкий отпуск. После этого твердость поверхности составляет HRC 60.
Азотированием называется процесс насыщения поверхности стали азотом. При этом повышаются не только твердость и износостойкость, но и коррозионная стойкость. Проводится азотирование при температуре 500-600°С в среде аммиака NH3 в течение длительного времени (до 60 ч.) Аммиак при высокой температуре разлагается с образованием активного атомарного азота, который и взаимодействует с металлом. Твердость стали повышается за счет образования нитридов легирующих элементов. Поэтому азотированию подвергают только легированные стали. Наиболее сильно повышают твердость такие легирующие элементы, как хром, молибден, алюминий, ванадий. Глубина азотированного слоя составляет 0,3 — 0,6 мм, твердость поверхностного слоя по Виккерсу доходит до HV 1200 (при цементации HV 900).
К преимуществам азотирования перед цементацией следует отнести отсутствие необходимости в дополнительной термообработке, более высокую твердость и износостойкость, высокую коррозионную стойкость поверхности. Недостатками являются низкая скорость процесса и необходимость применения дорогих легированных сталей.
Цианирование (нитроцементация) — это процесс одновременного насыщения поверхности стали углеродом и азотом. Проводится цианирование в расплавах цианистых солей NaCN или KCN или в газовой среде, содержащей смесь метана СН4 и аммиака NHr Различают низкотемпературное и высокотемпературное цианирование.
Низкотемпературное цианирование проводится при температуре 500-600°С. При этом преобладает насыщение азотом. Глубина цианирован-ного слоя составляет 0,2-0,5 мм, твердость поверхности — HV 1000.
При высокотемпературном цианировании температура составляет 800-950°С. Преобладает насыщение углеродом. Глубина поверхностного слоя составляет 0,6 — 2,0 мм. После высокотемпературного цианирования следует закалка с низким отпуском. Твердость после термообработки составляет HRC60.
Поверхностное упрочнение пластическим деформированиемосновано на способности стали к наклепу при пластической деформации
Пейсахов A.M. МАТЕРИАЛОВЕДЕНИЕ
5. ЛЕГИРОВАННЫЕ СТАЛИ
 (см. раздел 2.1). Наиболее распространенными способами такого упрочнения поверхности является дробеструйная обработка и обработка поверхности роликами или шариками.
(см. раздел 2.1). Наиболее распространенными способами такого упрочнения поверхности является дробеструйная обработка и обработка поверхности роликами или шариками.
При дробеструйной обработке на поверхность детали из специальных дробеметов направляется поток стальной или чугунной дроби малого диаметра (0,5-1,5 мм). Удары концентрируются на весьма малых поверхностях, поэтому возникают очень большие местные давления. В результате повышается твердость и износостойкость обработанной поверхности. Кроме того, сглаживаются мелкие поверхностные дефекты. Глубина упрочненного слоя при дробеструйной обработке составляет около 0,7 мм.
Обкатка роликами производится с помощью специальных приспособлений на токарных станках. Помимо упрочнения, обкатка снижает шероховатость обрабатываемой поверхности. Глубина упрочненного слоя доходит до 15 мм.