Холодная сварка
Холодная сварка – это сварка путём значительной пластической деформации без нагрева свариваемых поверхностей внешними источниками тепла. Холодная сварка осуществляется при комнатной и даже пониженной температуре. Физическая сущность процесса заключается в том, что при сдавливании заготовок в месте соединения происходит совместная пластическая деформация, приводящая к разрушению окисных плёнок, которые удаляются из зоны контакта пластическим течением металла, после чего происходит прочное соединение очищенных поверхностей вследствие протекания диффузии и образования металлических связей (диффузия – это обусловленное тепловым движением взаимное проникновение частиц одного вещества в другое при их соприкосновении).
Холодной сваркой получают стыковые, точечные и шовные соединения, аналогичные рассмотренным ранее, но без подведения электрического тока и при значительно большей пластической деформации.
Рис. 5.27.Холодная точечная сварка: а –схема процесса; б – возможные поперечные формы рабочих выступов пуансонов: 1 – свариваемые заготовки; 2, 3 – пуансоны |
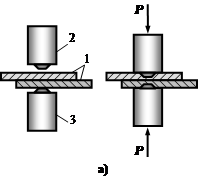

Например, при холодной точечной сварке (рис. 5.27-а) заготовки 1, с предварительно зачищенными и обезжиренными поверхностями в месте соединения, помещают между пуансонами 2 и 3, имеющими рабочие выступы, высота которых составляет 0,7…0,8 толщины свариваемого металла. Затем к пуансонам прикладывают силу Р, обеспечивающую полное проникновение рабочих выступов в свариваемые заготовки (т.е. до упора в заготовки расширенных ограничительных торцов пуансонов). При необходимости свариваемые точки могут иметь различную форму, определяемую соответствующей формой рабочих выступов пуансонов (рис. 5.27-б).
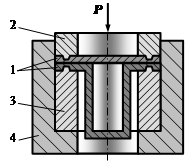 Рис. 5.28.Холодная контурная сварка:
1 – свариваемые заготовки; 2 – подвижный пуансон;
3 – неподвижный пуансон; 4 – центрирующий корпус
Рис. 5.28.Холодная контурная сварка:
1 – свариваемые заготовки; 2 – подвижный пуансон;
3 – неподвижный пуансон; 4 – центрирующий корпус
|
Для холодной шовной сварки используют специальные ролики, осуществляя процесс аналогично рис. 5.22-а.
Непрерывное соединение может быть также получено одновременным сдавливанием по всей длине соединяемых поверхностей. Холодной контурной сваркой называется разновидность холодной сварки, предназначенная для получения швов, образующих замкнутый контур сравнительно небольшой длины в виде кольца, прямоугольника и т.п. (рис. 5.28). При её применении соединяемые заготовки 1 помещают между пуансонами 2 и 3, центрированными с помощью корпуса 4, после чего при сжатии силой Р одновременно получают герметичный шов по всей длине требуемого контура.
Холодной сваркой соединяют однородные и разнородные материалы толщиной 0,2…15 мм при давлениях 150…1000 МПа. Наиболее хорошо свариваются высокопластичные сплавы меди, алюминия, цинка, никеля, золота, серебра, свинца и кадмия.
Преимуществами холодной сварки являются: 1) малый расход энергии; 2) незначительное изменение свойств металла в зоне сварного соединения; 3) высокая производительность; 4) возможность автоматизации.
Недостатками холодной сварки являются: 1) возможность сварки только материалов, обладающих высокой пластичностью при комнатной температуре (d > 30%); 2) снижение несущей способности соединений из-за глубоких вмятин, оставляемых пуансонами на поверхностях изделий.