Газовая сварка
Газовая сварка (иногда называемая автогенной сваркой) – это сварка плавлением, при которой свариваемые материалы нагреваются пламенем смеси газов, сжигаемых с помощью специальной горелки. Для получения высокотемпературного пламени обычно используют смесь технически чистого кислорода О2 с ацетиленом С2Н2. По сравнению с другими горючими газами ацетилен даёт при сгорании наибольшую теплоту (превышающую в 4 раза теплоту, выделяемую при сгорании чистого водорода) и наиболее высокую температуру пламени, достигающую 3200°С.
Рис. 5.14.Газовая сварка: 1 – основной материал; 2 – присадочный материал; 3 – вентиль, регулирующий подачу кислорода; 4 – вентиль, регулирующий подачу ацетилена; 5 – кислородная трубка; 6 – инжектор; 7 – выходная зона; 8 – канал подачи ацетилена; 9 – камера смешения; 10 – наконечник; 11 – мундштук | ||||||||||||||||||||||||||||
 
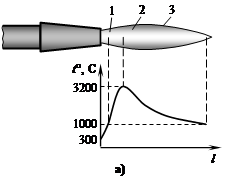
Рис. 5.15.Газосварочное пламя: а – нормальное; б – окислительное; в – науглероживающее: 1 – ядро; 2 – сварочная (рабочая) зона; 3 – факел; t° – температура; l – длина пламени |
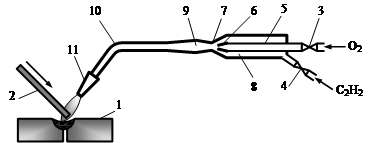


При газовой сварке материалы заготовок 1 и присадочных прутков или проволоки 2 (рис. 5.14) расплавляют высокотемпературным пламенем, для создания которого наиболее часто используется инжекторная сварочная горелка, работающая следующим образом. Находящиеся под давлением в двух отдельных баллонах кислород и ацетилен поступают внутрь горелки через регулировочные вентили 3 и 4. Кислород по трубке 5 подаётся к инжектору 6 и, выходя с большой скоростью из его узкого конического канала, создаёт в общей выходной зоне 7 значительное разрежение, способствующее засасыванию ацетилена, поступающего по каналу 8. В результате в камере смешения 9 образуется горючая смесь, которая поступает по наконечнику 10 к мундштуку 11, на выходе из которого после зажигания образуется сварочное пламя, структура, цвет и химический состав которого в значительной степени зависят от соотношения подаваемых кислорода и ацетилена.
Нормальное сварочное пламя образуется при соотношении подачи кислорода и ацетилена О2/С2Н2»1,1 и состоит из трёх зон (рис. 5.15-а). Зона 1, называемая ядром пламени, окружена тонкой ослепительно светящейся оболочкой и имеет длину, колеблющуюся в пределах 5…20 мм. Внутри этой зоны происходит воспламенение газовой смеси и начало высокотемпературного разложения ацетилена в атмосфере кислорода, в результате которого в зоне 2 образуются продукты неполного сгорания – угарный газ СО и водород Н2. Зона 2 называется сварочной или рабочей зоной, поскольку она имеет самую высокую температуру (3200°С на расстоянии 2…3 мм от конца ядра 1) и обладает восстановительными свойствами, в связи с чем сварку производят именно этой зоной, называемой также восстановительной. В удалённом от ядра примерно на 25 мм конце зоны 2 температура падает до 2500°С. Зона 3 представляет собой факел жёлто-красного цвета, в котором протекает вторая стадия горения продуктов неполного сгорания за счёт кислорода окружающего воздуха, в результате чего выделяются углекислый газ СО2 и вода Н2О, которые при высоких температурах окисляют металл, в связи с чем данную зону называют окислительной. Нормальным пламенем сваривают большинство сталей.
Окислительное сварочное пламя образуется при соотношении подачи кислорода и ацетилена О2/С2Н2>1,1. В результате увеличения подачи кислорода пламя приобретает голубоватый оттенок, его ядро становится заострённым и уменьшается в размерах одновременно с факелом (рис. 5.15-б). Из-за окислительных свойств такое пламя может быть использовано только при сварке латуни, поскольку образует с содержащимся в ней цинком тугоплавкие окисные плёнки, препятствующие дальнейшему испарению цинка.
Науглероживающее сварочное пламя образуется при соотношении подачи кислорода и ацетилена О2/С2Н2<1,1. В результате увеличения подачи ацетилена пламя становится коптящим и приобретает красноватый оттенок. Ядро 1 и факел 3 сильно удлиняются (рис. 5.15-в), а восстановительная зона 2 исчезает, и вместо неё появляется дополнительная зона, насыщенная раскалёнными частицами сажи. Из-за науглероживающих свойств такое пламя применяют при сварке чугуна, компенсируя выгорание его углерода, и цветных металлов, восстанавливая их окислы.
Сварочные горелки имеют сменные наконечники с различными диаметрами выходных отверстий присоединённых к ним мундштука и инжектора, что позволяет регулировать мощность ацетилено-кислородного пламени в зависимости от вида и толщины свариваемого материала.
При газовой сварке цветных металлов и некоторых сплавов используют флюсы, которые наносят в виде порошков или паст. Роль флюса состоит в растворении окислов и образовании шлаков, легко всплывающих на поверхность сварочной ванны, а также легировании наплавленного металла.
При газовой сварке материал нагревается более плавно, чем при дуговой. Поэтому газовая сварка применяется для соединения металлов малой толщины (0,2…3 мм), легкоплавких цветных металлов и сплавов, материалов, требующих постепенного нагрева и охлаждения (например, инструментальных сталей, чугуна, латуней), для заварки дефектов в чугунных и бронзовых отливках, для пайки и наплавочных работ. При увеличении толщины металла производительность газовой сварки резко снижается, а свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки.
В порядке сравнения различных способов сварки плавлением можно указать, что лазерный луч обладает наибольшей удельной мощностью, на порядок превышающей мощность электронного луча, после которой в порядке убывания следуют удельные мощности электрической дуги, газового пламени и электрошлакового нагрева.