Глобальные проблемы мировой экономики
Цель мероприятий по повышению качества в высвобождении затрат , получению экономии, которая в свою очередь напрямую говорит об увеличении прибыли.
6. ИНФОРМАЦИОННАЯ БАЗА АНАЛИЗА ЗАТРАТ НА КАЧЕСТВО ПРОДУКЦИИ
Цель - изучить цели и задачи сбора данных, особенности внешней и внутренней информации, виды данных и источники их получения, формы регистрации.
6.1 Цели и задачи сбора данных. Виды данных и источники их получения
Затраты на создание, поддержание производства качественной продукции и, следовательно, имиджа самого предприятия образуются как на предприятии, так и за его пределами, поэтому необходим их глубокий качественный и количественный анализ.
Для анализа стоимостной величины средств, затрачиваемых на поддержание качества продукции, используется различная информация. Но прежде чем приступить к ее сбору, следует определить, каково назначение информации.
Цель сбора данных в процессе стоимостного анализа качества может состоять в следующем:
1. Снижение затрат на единицу продукции при сохранении ее прежнего качества.
2. Снижение затрат на изделия при одновременном улучшении их свойств.
3. Повышение удельных затрат, позволяющее добиться высокого уровня качества, дающего преимущества по сравнению с конкурентами.
4. Определение величины издержек по видам для изменения их структуры, но сохранение прежнего объема затрат на продукцию, позволяющего поддержать сложившийся уровень цены в целях опережения конкурента по качеству.
5. Увеличение объема производства без снижения качества
продукции из прежнего объема ресурсов за счет уменьшения и
ликвидации отходов.
6.Анализ отклонений от установленных требований.
7.Контроль продукции.
8.Установление цены на продукцию.
Отсюда видно, что часть данных о качестве, касающаяся технических особенностей изделия и его производства, находится на предприятии-изготовителе, другая - на конкурирующем предприятии или в сфере реализации, т.е. во внешней среде.
Данные для анализа затрат на качество могут быть первичными, как правило, это технические и иные параметры изделий, содержащиеся в ТУ, ГОСТах, сертификатах и иных документах, подтверждающих качество продукции, и вторичными, получающимися в результате обработки первичных. Получение первичных внутренних данных значительно дешевле, чем вторичных внешних и даже первичных внешних. При этом вторичные, преобразованные, обычно называют информацией.
Данные различаются также по видам. Они могут быть техническими и экономическими. Технические - это обычно внутренние первичные, а экономические - и внутренние, и внешние, первичные и вторичные.
Все эти различия влияют на величину расходов времени и денежных средств, затрачиваемых на получение, а также на методы получения и преобразования данных в целях их дальнейшего анализа.
Сокращает затраты времени на обработку данных разработка таких видов их носителей, которые делают возможными предварительные выводы сразу после сбора данных.
Для этого необходимо зарегистрировать источник информации (дату, когда она собиралась; работника, делавшего операцию; станок, на котором производилась обработка; партию используемых материалов и т.п.).
Регистрировать информацию следует в таблицах, облегчающих и ускоряющих вычисление статистических показателей, используемых при принятии оперативных управленческих решений и для дальнейшего более глубокого статистико-математического анализа взаимосвязей и тенденций.
6.2. Сбор и обработка внутренней информации
В табл. 11 показан пример регистрации данных (и их первичной обработки) о размерах деталей, позволяющей быстро определить отклонение от технических условий (стандартов).
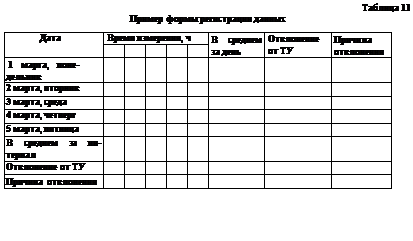 |
Зная причину отклонений и часовую тарифную ставку рабочего (в случае его вины), можно легко рассчитать размер потерь (и компенсации) из-за снижения качества изделия. Количество регистрируемых деталей зависит от длительности цикла обработки. Измерения проводят 4 раза в смену.
Регистрация в данном примере проводится по рабочим. Если причина отклонений заключается в неисправности станка, то через норму амортизации подсчитывают величину потерь по данной причине. Если выясняется, что чрезмерные отклонения от ТУ зависят от особенностей материалов, обрабатываемых на данном станке, то с помощью дальнейшего анализа выявляется соответствие вида материала запланированному, степень пригодности для обработки, рассчитывается размер потерь от замены или несоответствия материала. Для получения информации об отклонениях размеров обрабатываемой детали от ТУ можно использовать таблицу, показывающую гистограмму их распределения (табл. 12).

Она позволяет увидеть форму кривой распределения отклонений, рассчитать среднюю и дисперсию.
Допустим, мы хотим выявить отклонения от размера детали. Тогда в первую графу таблицы заносятся нормативные значения, во вторую -отклонения, которые регистрируются в дальнейших графах при проведении замеров. Отметки, сделанные карандашами разного цвета, позволят наглядно увидеть причины отклонения.
В табл. 13 показан пример регистрации дефектов контролером ОТК.
Таблица 13
Контрольный листок дефектов
Наименование изделия___ Дата .
Производственная операция______ Участок .
Станок
Всего проконтролировано деталей ФИО рабочего .
Предварительное заключение о причине наиболее часто
встречающегося дефекта____ N партии ,
Контролер_______ N заказа_ .
| Тип дефекта | Результат контроля | Итого |
| Поверхностные царапины Трещины Вмятины Пропуск операции Неправильное использование операции Другие | ||
| Итого | ||
| Всего забраковано деталей |
Данная форма позволяет видеть причины брака и быстро определять нанесенный им ущерб и его виновника.
Кроме того, дальнейшее проведение в случае необходимости технической экспертизы бракованных деталей и сопоставление ее результатов с предварительным заключением контролера ОТК подтвердит и уровень квалификации последнего.
Возможна также разработка контрольного листка дефектов в форме комбинационной таблицы, группирующей их по станкам, рабочим и дням недели (табл. 14). Она особенно удобна для применения на участке с небольшим числом станков или в ситуации, когда один станок в течение рабочего дня обслуживают двое рабочих.
Подобные формы регистрации данных об отклонении параметров качества изделий от запланированного целесообразны для сбора внутренних первичных технических характеристик производимой
Одним из внутренних источников информации, позволяющих определить структуру затрат на изделие и обладающих большим преимуществом перед другими благодаря обязательности составления, преемственности входящих в нее показателей, достоверности и наглядности, является смета затрат на производство. Она удобна для поиска направлений их снижения и минимизации цены изделия. Кроме того, можно использовать данные о затратах на производство по их видам, собираемые на счетах бухгалтерского учета.
6.3. Сбор и обработка внешней информации
При сборе таких данных по ограниченному числу потребителей, особенно при малой выборке, удобно построение диаграмм рассеивания, позволяющих изучить
зависимость между парами переменных, например ценой и внешним оформлением, упаковкой товара. Этими переменными могут быть:
• характеристика качества или влияющий на нее фактор;
• две различные характеристики качества;
• два фактора, влияющих на одну характеристику качества. Целесообразно хотя бы одной из переменных брать показатель,
выражающий затраты на качество, создание или поддержание какого-либо свойства продукции или цену на нее, т.е. стоимостную величину.
Диаграмма рассеивания строится в несколько этапов.
На первом этапе в таблице записывают собираемые данные (д: и>'), между которыми изучается зависимость.
На втором этапе строится шкала значений показателей путем деления разности между их максимальной и минимальной величинами на желаемое (примерно одинаковое) число частей. На оси х откладывают значения факторного, а на оси_у - значения результативного признака.
На третьем этапе строят диаграмму рассеивания путем нанесения точек, полученных в результате наблюдения, на график.
На четвертом этапе (заключительном) вносятся адресные данные: название диаграммы, время наблюдения, имя исполнителя и другие необходимые сведения.
Приведем пример построения диаграммы рассеивания. Предположим, предприятие выясняет, как влияет качество упаковки часов на спрос на данную продукцию. Для потребителя упаковка является качественным признаком в отношении как внешнего оформления, так и сохранности товара. Для производителя же это еше и количественный показатель, выраженный некоторой суммой затрат
Для удобства сбора данных обозначим каждый вид упаковки номером:
1- продажа без заводской упаковки (завертывание в бумагу в магазине);
2- мягкий пакет;
3- фирменный мягкий пакет;
4- картонная коробка простая;
5- пластиковый футляр;
6- коробка фирменная, подарочная.
Каждому виду упаковки соответствует определенная цена товара (цена упаковки покупателю не сообщается и воспринимается им как разность между последующей и предыдущей ценами изделия в зависимости от вида его оформления). Она колеблется в пределах от 4 до 9 денежных единиц и составляет целые числа с интервалом в 1 денежную единицу. Однако в процессе обследования, проведенного в форме устного опроса, покупатели называли и дробные значения, что было учтено.
 |
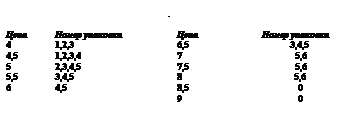
Результаты опроса 30 покупателей приведены в табл. 15.
Для облегчения построения диаграммы рассеивания и дальнейшей математической обработки данных исходный материал из табл. 15 целесообразно представить в ранжированном виде:
Примечание. Выделенные цифры означают, что значение встречалось дважды.
Обратим внимание, что цена подарочной коробки не называлась и максимальная цена фактически составила 8 ден. ед.
По ранжированным данным построим диаграмму рассеивания
Данные диаграммы рассеивания позволяют сделать предварительные выводы о взаимосвязи исследуемых переменных; в нашем примере - о предпочтениях покупателя относительно качества упаковки, обеспечивающей сохранность изделия, и цены изделия.
Предпочтения отданы надежной упаковке при умеренной цене, верхний уровень которой в ответах не назван, что должно обратить на себя внимание предприятия-производителя как сигнал о завышении цены в глазах покупателя.
Данные диаграммы рассеивания позволяют сделать предварительные выводы о взаимосвязи исследуемых переменных; в нашем примере - о предпочтениях покупателя относительно качества упаковки, обеспечивающей сохранность изделия, и цены изделия.
Предпочтения отданы надежной упаковке при умеренной цене, верхний уровень которой в ответах не назван, что должно обратить на себя внимание предприятия-производителя как сигнал о завышении цены в глазах покупателя.
Таким образом, несмотря на разносторонность информации, характеризующей затраты на качество продукции, и факторы, влияющие на него и на подобные расходы, необходимо и вполне возможно уже на
этапе формирования данных использовать наглядные формы их представления в сочетании с методиками первичного анализа: группировкой, графическим анализом и т. д. Это значительно ускоряет процесс анализа и облегчает дальнейшее использование в его целях статистико-математических методов.
Кто же должен заниматься сборам и анализом данных, составлением отчета по затратам на качество? Это не следует делать от случая к случаю, должна быть выработана определенная система. При этом необходимо быть уверенным в том, что все данные согласуются с финансовыми материалами, счетами и т.д.
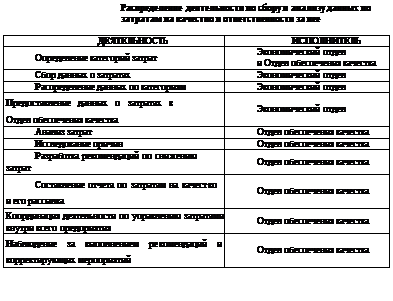 |
Следует опираться на реальные бухгалтерские данные при получении элементов затрат. При этом сбор и анализ данных должны проводиться специалистами по качеству совместно с экономистами. Распределение деятельности и ответственности за нее может быть следующее (табл. 16):
Необязательно должно быть именно так. Каждая организация устанавливает свою собственную систему контроля и анализа затрат на качество.
1. Понятие, признаки и виды глобальных проблем.
2. Проблема Север-Юг;
3. Проблема бедности;
4. Продовольственная проблема;
5. Энергетическая проблема;
6. Проблема экологии и устойчивого развития;
7. Демографическая проблема;
8. Проблема освоения Мирового океана.
9. Пути решения глобальных проблем современности