Методыобнаружения дефектов в узлах и деталях
Л-6. Методы дефектоскопии. Дефектоскопический контроль магнитным методом.
Методы оценки состояния машин и оборудования
Виды дефектов и их техническая диагностика
Дефектом яв-ся каждое отдельное несоответствие объекта установленным требованиям.
Дефекты различаются по
- размерам;
- расположению;
- по природе;
- происхождению.
Дефекты могут образовываться в процессе
- плавки и литья (раковины, поры, рыхлости, включения и др.);
- обработки давлением (нар. и внутр. трещины, рванины, расслоения, закаты и др.);
- химической и химико-термической обработки (зоны грубозернистой структуры, перегревы, пережоги, термические трещины, неодинаковая толщина термического слоя и др.);
- механической обработки (шлифовочные трещины, несоблюдение размеров, риски и др.);
- сварки (непровары, шлаковые включения, газовые поры и др.)
Величина или масштаб дефекта – количественная характеристика отклонения фактических размеров и (или) формы деталей и их поверхностей от номинальных значений.
Диагностирование – определение технического состояния по косвенным параметрам и признакам.
Техническая диагностика – отрасль знаний, исследующая техническое состояние объектов диагностирования и проявления технических состояний, разрабатывающая методы и средства их обнаружения и локализации дефектов в технических системах, а также принципы организации и использования систем диагностирования.
Задача диагностирования – предупредительное обследование машины в целом или ее составных частей, преимущественно без разборки; определение технического состояния механизмов, проверка их работоспособности, оперативного обнаружения неисправностей; определение и предсказание возможных отклонений в режимах работы; сбор исходных данных для прогнозирования остаточного ресурса и безотказности составных частей.
Различают субъективный и объективный поиск отказов и неисправностей.
Субъективный поиск – качественная оценка на основе опыта и навыков исполнителя.
Объективный метод – установление количественных оценок на основе КИП, стендов, специальных инструментов.
В свою очередь методы контроля можно подразделить на
- прямой – используются достоверные функциональные связи между контролируемыми и измеряемыми параметрами (визуальные методы контроля);
- косвенный – дефектоскопия. Применяется для обнаружения скрытых внутренних дефектов без разрушения деталей (недеструктивный контроль).
Дефектация направлена в первую очередь выявление дефектов деталей компрессоров и их узлов.
Характерным признаком дефектации является получение дефектоскопической информации на основе применения неразрушающих методов контроля тех или иных параметров состояния деталей и узлов. При поузловой дефектации выявляют отклонения деталей узлов от заданного взаимного положения. При подетальной дефектации определяют возможность повторного использования деталей и характер требуемого ремонта. Сортируют детали на следующие группы:
детали, имеющие износ в пределах допуска и годные для повторного использования без ремонта;
детали с износом выше допустимого, но пригодные для ремонта;
детали с износом выше допустимого и непригодные к ремонту.
При сортировке деталей по группам рекомендуется помечать их краской: годные — белой, ремонтопригодные — зеленой, не годные — красной.
Основные методы дефектоскопии деталей и узлов компрессоров приведены на рис. 11.
При визуальном контроле (наружном осмотре) выявляют видимые трещины, изломы, изгибы, истирания, выкрашивания, смятия, разъедание, царапины на поверхностях деталей.

Для визуального контроля состояния деталей без разборки применяют приборы для контроля внутренних поверхностей и обнаружения дефектов в труднодоступных местах — эндоскопы и бороскопы.
Принцип действия эндоскопов заключается в осмотре объекта с помощью специальной оптической системы, передающей изображение на значительные расстояния (до нескольких метров). При этом отношение длины эндоскопа к его поперечному сечению значительно больше единицы. Существуют линзовые, волоконно-оптические и комбинированные эндоскопы. Для возможности визуального наблюдения конструкция компрессора должна иметь соответствующие полости, лючки и т. п.
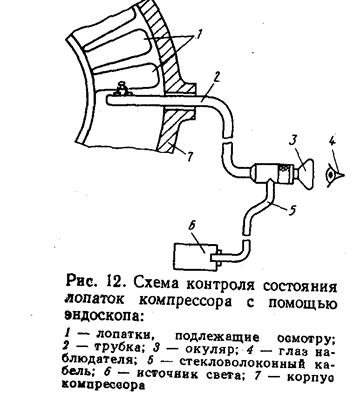
С помощью линзовых эндоскопов обнаруживают трещины, царапины, коррозионные пятна, выбоины и другие дефекты размерами 0,03—0,08 мм. Линзовые эндоскопы обычно представляют собой жесткую конструкцию, однако созданы приборы (имеющие участки корпуса с гибкой оболочкой), изгибающиеся в пределах 5—10°. Диаметр поля обзора 3—20 мм.
Гибкие волоконно-оптические эндоскопы позволяют передавать изображение контролируемого объекта по криволинейному каналу. Принципиальная схема такого контроля показана рис. 12.
Проверку на ощупь проводят для выявления изменений геометрических параметров деталей вследствие изнашивания, а также для выявления нарушений режима работы деталей, входящих в состав пар трения.
Инструментальные методы определения износа деталей приведены в табл. 8.
Обмером с помощью измерительного инструмента завершают, как правило, визуальный контроль деталей. Измерения позволяют определить износ тех или иных рабочих поверхностей, отклонение элементов детали от правильной геометрической формы как в продольном (конусообразность, бочкообразность и т. д.), так и в перечном (овальность, огранка и т. д.) сечениях детали. При обмере деталей используют стандартный мерительный инструмент универсального назначения (штангенциркули микрометры, микрометрические нутромеры и т. д.).
Отклонение формы деталей типа тел вращения в поперечных сечениях определяют с помощью кругломеров (например, мод. 256, 289, 290). При выполнении дефектации деталей в условиях специализированного ремонтного предприятия для контроля размеров применяют визуально-оптические приборы (проекторы), приборы для автоматического контроля линейных размеров и т. д. Метод обмера чаще всего при меняют при определении дефектов цилиндров, цилиндровых втулок, поршней, поршневых колец, поршневых штоков и пальцев, коленчатых валов, роторов, коренных и шатунных подшипников, крейцкопфов и параллелей.

Метод взвешивания обычно применяют для определения величины износа и интенсивности изнашивания деталей при исследованиях ресурса компрессора (ресурсных испытаниях). Применение этого метода в производственных условиях осложняется из-за недостаточной определенности места изнашивания, а также отсутствия строгих зависимостей износа, выражаемого через изменение размера изнашиваемой поверхности, от изменения массы детали. Поэтому в производственных условиях метод используют для качественной оценки состояния детали при дефектации.
Метод искусственных баз позволяет определять локальный износ детали с высокой точностью. Суть метода: перед началом эксплуатации на изнашиваемой поверхности делают лунки (рис. 13, а), или квадратные отпечатки (рис. 13, 6). Отпечатки могут быть получены, например, при вдавливании алмазной пирамидки. Геометрические параметры лунок и отпечатков измеряют до и после эксплуатации детали.
Недостаток метода — необходимость повреждения исследуемых поверхностей, что в отдельных случаях может привести искажению картины изнашивания.

Профилографирование – графическое записывание профиля.
При методе поверхностной активации обследуемая поверхность (участок, точка) детали подвергаются предварительному облучению потоком альфа-частиц. В результате в микрообъеме образуется смесь радиоактивных изотопов, испускающая гама-излучение. По мере изнашивания активированного объема уменьшается активность излучения, регистрируемого радиометрической аппаратурой (рис. 14).
Дефектация деталей по геометрическим признакам (износы, деформации, шероховатость и т. п.) составляет важную информацию о техническом состоянии обследуемых объектов. Однако для оценки ресурсных параметров необходима еще информация о внутреннем состоянии материала деталей, определяющем их статическую и динамическую прочность.
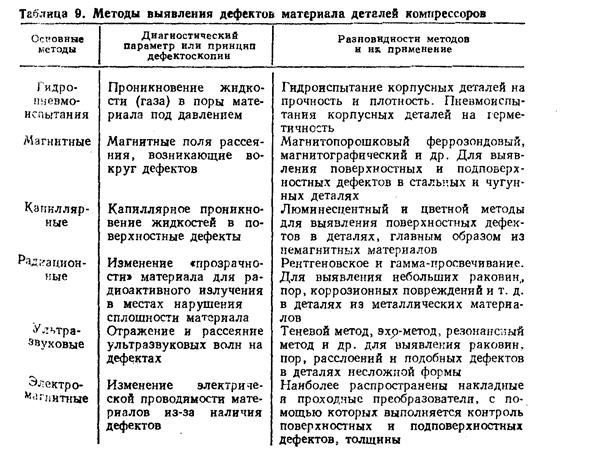
Краткие характеристики основных методов выявления дефектов материала деталей компрессоров приведены в табл. 9.
Цель гидропневмоиспытаний – выявление герметичности сборки, сварки и т.п., а так же испытания на прочность самих изделий.
При проведении гидропневмоиспытаний, изделия подвергают действию повышенного давления, выдерживают определенное время. Например, блок-картер в сборе с крышками испытывают на прочность гидравлическим давлением, как правило, 3,5 МПа с выдержкой, под давлением в течение 10 мин. При испытании персонал должен находиться за непроницаемой перегородкой. Подойти к изделию для контроля разрешается лишь после выдержки испытываемого блок-картера под давлением. Если при осмотре блок-картера, находящегося под давлением жидкости, наблюдаются течи, выступление росы, отпотевание и т. п., то блок-картер бракуют.
После сброса давления до нуля воду из блок-картера сливают.
При испытании блок-картера на герметичность к нему подсоединяют шланг воздушной сети, после чего с помощью тельфера его опускают в ванну с водой. Толщина слоя воды в ванне над погруженным блок-картером обычно составляет 300—500
Постепенно поднимают давление до 2,1—2,5 МПа. Блок-картер выдерживают под давлением не менее 5 мин. При этом контролируют появление воздушных пузырей в воде.
Пузыри появляются в местах неплотностей, которые помечает испытатель.
После испытаний блок-картер и другие детали тщательно осматривают. Годные детали клеймят.
(далее не давала, текст местами повторяется)
Цели гидропневмоиспытаний, проводимых при дефектации деталей компрессоров, совпадают целями аналогичных испытаний, проводимых при диагностике компрессоров в целом.
Гидропневмоиспытаниям подвергают корпуса, блок—картеры, цилиндры, цилиндровые втулки, арматуру, трубопроводы и др.
Корпуса компрессоров (блок-картеры ПК) в рабочих условиях находятся под давлением воды и газа (воздуха или паров холодильного агента) и их недостаточная прочность может привести к аварии, а недостаточная плотность — к утечке газа.

На прочность блок-картеры испытывают водой под давление, а на плотность — воздухом под давлением.
Блок-картер в сборе с крышками испытывают на прочность гидравлическим давлением, как правило, 3,5 МПа с выдержкой, под давлением в течение 10 мин. При испытании персонал должен находиться за непроницаемой перегородкой. Подойти к изделию для контроля разрешается лишь после выдержки испытываемого блок-картера под давлением. Если при осмотре блок-картера, находящегося под давлением жидкости, наблюдаются течи, выступление росы, отпотевание и т. п., то блок-картер бракуют.
После сброса давления до нуля воду из блок-картера сливают.
При испытании блок-картера на герметичность к нему подсоединяют шланг воздушной сети, после чего с помощью тельфера его опускают в ванну с водой. Толщина слоя воды в ванне над погруженным блок-картером обычно составляет 300—500
Постепенно поднимают давление до 2,1—2,5 МПа. Блок-картер выдерживают под давлением не менее 5 мин. При этом контролируют появление воздушных пузырей в воде.
Пузыри появляются в местах неплотностей, которые помечает испытатель.
После испытаний блок-картер и другие детали тщательно осматривают. Годные детали клеймят.
На ряде заводов при испытаниях блок-картеров на плотность их наружные поверхности покрывают мыльным раствором, в который добавляют несколько капель глицерина для предотвращен высыхания. При испытаниях также контролируют появление пузырей.
Подготовку к гидропневмоиспытаниям деталей фреоновых компрессоров проводят особенно тщательно. Детали очищают обдувают сухим сжатым воздухом, Детали, соприкасающиес с фреоном, обезжиривают, например, в четыреххлористом углероде или бензине-растворителе (уайт-спирите). Испытание прочность и плотность проводят под водой, используя сухой воздух или азот.
Дефектоскопический контроль магнитным методом. Магнитопорошковый метод предназначен для выявления поверхностных несплошностей металла (трещин, закатов, включений, расслоений и т.п.) за счет обнаружения магнитных полей рассеяния, возникающих вблизи дефектов после намагничивания объектов контроля.
С помощью магнитных методов выявляют трещины, поверхностные пленки, волосовины и другие дефекты стальных и чугунных деталей компрессоров: коленчатых валов, шатунов, штока и т. д.
При магнитопорошковом методе для выявлениянарушений сплошности в изделиях в качестве индикаторов используют магнитные порошки (люминесцентный, цветной) или магнитные суспензии. По ГОСТ 21105—87 высшая чувствительность метода ограничена дефектами с шириной раскрытия от 10 мкм и минимальной протяженностью условного дефекта 0,5 мм.
Магнитопорошковый метод контроля состоит из следующих операций:
подготовка детали к контролю,
намагничивание детали,
нанесение на деталь магнитного порошка или суспензии,
осмотр детали,
оценка результатов контроля
размагничивание.
Подготовка к контролю заключается в очистке поверхности детали от ржавчины, окалины, масляных загрязнений. Шероховатость зачищенной поверхности зоны контроля должна быть не более 40 микрометров.
Применяемые материалы: моющие средства, растворители (бензин, керосин, ацетон),СД-1, АФТ-1, волосяные щетки, кисти, мелкая наждачная бумага, скребки, напильники, х/б безворсовая ветошь, белая контрастная краска типа ELYWCP-712 или аналогичная (наносят для увеличения контрастности толщиной 5-10 микрометров).
Если поверхность детали темная и черный магнитный порошок плохо виден, то ее иногда покрывают тонким слоем белой краски (нитротролака).
Чувствительность и возможность обнаружения дефектов зависят от правильного выбора способа, направления и вида намагничивания.
Постоянный ток наиболее удобен для выявления внутренних дефектов (на расстоянии от поверхности до З мм). Однако детали с толщиной стенки более 25 мм не следует намагничивать постоянным током, так как после контроля их невозможно размагнитить. Внутренние дефекты можно выявить с помощью переменного (и импульсного) тока, если его амплитуду увеличить в 1,5—2,5 раза по сравнению с амплитудой тока, рассчитанной для выявления поверхностных дефектов. Намагничивание проводят разными способами: пропусканием тока по детали или стержню, проходящему через отверстие в детали; с помощью нескольких витков провода, проходящих в отверстие детали и охватывающих частью витка деталь снаружи. Продольное намагничивание чаще осуществляют с помощью соленоида и реже с помощью электромагнитов (еще реже применяют постоянные магниты).
В зоне дефекта резко изменяются параметры магнитного поля рассеяния. Силовые линии в намагниченной детали огибают дефект как препятствие с малой магнитной проницаемостью. Для выявления дефекта детали необходимо перпендикулярное расположение дефекта в направлении магнитного поля. Деталь необходимо проверять в двух взаимно перпендикулярных направлениях.
Магнитный порошок приготовляют из сухого, мелко размолотого железного сурика или из чистой железной окалины, измельченной в шаровой мельнице и просеянной. Порошок наносят на деталь распылением (способ сухого магнитного порошка) либо погружением детали в емкость с порошком, а также способом воздушной взвеси.
Применяют водные, керосиновые, масляные магнитные суспензии.
Для получения 1 л водной суспензии разводят 15—20 г олеинового или хозяйственного мыла в небольшом количестве теплой
воды, затем добавляют 50—60 г магнитного порошка и полученную смесь тщательно растирают в ступе. После этого доливают горячую воду до 1 л.
Масляные суспензии получают на основе, например, масла РМ либо трансформаторного масла.
Чувствительность магнитных порошков и суспензий оценивают с помощью прибора МП-10 или установки У-2498-78.
Магнитную суспензию наносят на деталь путем погружения в ванну, путем полива, а также аэрозольным способом, Напор струи должен быть слабым, чтобы порошок с дефектных мест не смывался.
Контролер должен осмотреть деталь после стекания с основной массы суспензии, когда картина отложений порошка становится неизменной.
Детали проверяют визуально, но в сомнительных случаях для расшифровки характера дефектов используют оптические приборы. Увеличение оптических средств не должно превышать х10. Применяют переносные и передвижные магнитные дефектоскопы.
Разбраковку деталей по результатам контроля проводит опытный контролер. На его рабочем месте должны быть фотографии дефектов или их дефектограммы (реплики с отложениями порошка, снятые с дефектных мест с помощью клейкой ленты), а также контрольные образцы с минимальными размерами недопустимых дефектов.
Отложения порошка на волосовинах имеют вид прямых или слегка изогнутых тонких линий. Осаждение порошка над трещинами имеет вид четких ломаных линий с плотным осаждением порошка. Валики порошка, осевшие под флокенами, представляют собой четкие и резкие короткие черточки, иногда искривленные, расположенные группами (реже единичные). Заковы дают четкое отложение порошка в виде плавно изогнутых линий. Поры и другие точечные дефекты выявляются в виде коротких полосок порошка, направление которых перпендикулярно направлению намагничивания.
Основным недостатком магнитопорошковсго метода является возможность перебраковки из-за отложений порошка на так называемых ложных дефектах (магнитная неоднордность, наклеп меди).
Феррозондовый метод применяется для полуавтоматического контроля качества поверхности и сварных соединений толстостенных ферромагнитных изделий типа обечаек, гильз, корпусов на наличие дефектов (разнонаправленных трещин, непроваров, раковон и т. д.) на поверхности и на глубине до 5 мм. Феррозондовая установка «Радиан-1М» позволяет выявлять дефекты размерами не менее 0,15 мм по глубине и 2 мм по протяженности.
Магнитографические дефектоскопы позволяют воспроизводи запись полей дефектов на магнитной ленте. Основной элемент при магнитографическом методе — магнитная лента — выполняет двойную роль: сначала служит индикатором дефекта, а затем становится источником вторичного отображенного магнитного поля, которое в свою очередь считывается еще одним индикатором. Магнитографический метод контроля состоит из процессов записи и считывания. Обеспечивается устойчивое выявление дефектов диаметром до 2 мм на глубине до 20 мм.