ДЛЯ СТАНКОВ С ЧПУ
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
К приспособлениям, используемым для базирования и закрепления заготовок при обработке на станках с числовым программным управлением, применяются повышенные требования. Прежде всего они должны быть изготовлены с высокой точностью и обладать повышенной жёсткостью. Приспособления должны обеспечивать полную ориентацию заготовки относительно установочных элементов и относительно нулевой точки в координатной системе станка. При закреплении заготовки в приспособлении и самого приспособления на столе станка должны быть исключена возможность деформации от зажимающих сил. В приспособлениях для станков с ЧПУ не применяются элементы ориентации и направления инструмента, так как обработка должна выполняться жёстким инструментом. Установочные и зажимные элементы не должны препятствовать подходу инструмента к обрабатываемой поверхности. Приспособления должны обеспечивать быструю переналадку, возможность оснащения компактными мощными быстродействующими зажимами, лёгкое отсоединение и присоединение пневмо- и гидросистем, приводящих в действие зажимные устройства. Базирование приспособлений на станке осуществляется при помощи шпонок и установочных пальцев по точным пазам и отверстию, выполненных на рабочей поверхности стола.
Приспособления , применяемые на станках с числовым программным управлением классифицируются по степени специализации. Различают две группы приспособлений – переналаживаемые и специальные.
В группу переналаживаемых приспособлений входят:
§ Универсально-безналадочные приспособления (УБП).
§ Универсально-наладочные приспособления (УНП).
§ Специализированные наладочные приспособления (СНП).
§ Универсально-сборные приспособления (УСП).
§ Сборно-разборные наладочные приспособления (СРП).
К специальным относятся неразборные специальные приспособления (НСП). Такие приспособления используются в условиях крупносерийного и массового производства. Они конструируются под одну конкретную деталь и не могут использоваться в других схемах обработки. Применение НСП целесообразно в исключительных случаях, когда нет возможности использовать какую либо группу переналаживаемых приспособлений.
Универсально-безналадочные приспособления представляют собой законченный механизм долговременного действия с постоянными элементами для закрепления заготовок. Установочные элементы таких приспособлений могут регулироваться под различные типоразмеры деталей. УБП предназначены для многократного использования на станках с ЧПУ в условиях единичного и мелкосерийного производства. Такие приспособления могут оснащаться автономным приводом или работать с использованием сил, возникающих в процессе обработки, например сил инерции и др.
Наиболее широко УБП применяются для оснащения токарных станков. Это токарные патроны различных конструкций.:
-Поводковые патроны предназначены для передачи крутящего момента на заготовку от шпинделя станка с помощью хомутика, закреплённого на заготовке. Заготовка при этом должна иметь центровые отверстия на торцах вала.
-Центробежные или инерционные поводковые патроны бывают двух- и трёхкулачковые. Кулачки устанавливаются на осях в корпусе патрона и представляют собой независимые эксцентрики, которые под действием центробежных сил приближаются к поверхности заготовки и зажимают её. Зажим происходит за счёт сил самоторможения, возникающих при воздействии на заготовку сил резания.
-Патроны с торцовыми ножами позволяют полностью освободить наружную поверхность заготовки от зажимных элементов. Патрон имеет плавающий центр для первоначальной установки заготовки с центровым отверстием и ножи, изготовленные из инструментальной стали. При поджиме заготовки задней бабкой ножи врезаются в торец заготовки и передают крутящий момент. Постоянство поджимающего усилия и высокая жёсткость ножей обеспечивают стабильное положение левого торца обрабатываемой детали по отношению к координатам станка. Необходимым условием нормальной работы патрона с торцовыми ножами является перпендикулярность торца оси детали, так как нарушение этого требования может привести к смещению оси и деформированию заготовки.
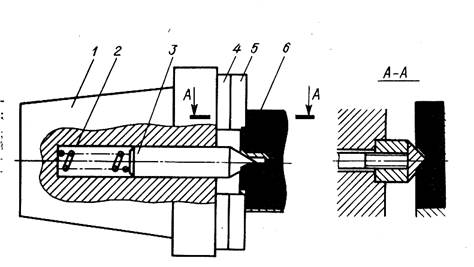
Рис 15.1 Поводковый патрон с торцовыми ножами.
1.Корпус. 2.Пружина. 3.Центр. 4.Торцовый упор.
5.Твердосплавный нож. 6.Заготовка.
-Патроны с плавающими ножами позволяют обрабатывать заготовки с неперпендикулярными торцами у заготовки. Ножи выполнены в виде цилиндров, установленных в гнёздах корпуса оправки. Гнёзда соединены с кольцевой полостью, которая заполнена гидропластом.

Рис 15.2 Поводковый патрон с плавающими ножами.
1.Пружина. 2.Корпус. 3.Гидропласт. 4.Нож. 5.Центр.
При нажатии на один из ножей он начинает работать как плунжер, увеличивая давление в полости, заполненной гидропластом. Это давление передаётся на остальные ножи. Те из них, которые не находятся в контакте с торцовой поверхностью заготовки, начинают выдвигаться из корпуса до упора в торец до тех пор, пока силы нажима на все ножи не станут одинаковыми.
Такие патроны способны передавать крутящий момент до 120 Нм, что обеспечивает обработку заготовок на черновых режимах.
Универсально-наладочные приспособления состоят из базового агрегата и сменных элементов. Базовый агрегат предназначен для многократного использования и представляет собой самостоятельный законченный узел. Сменные наладки обеспечивают установку конкретной заготовки на базовом приспособлении. При необходимости проектируются и изготавливаются только специальные сменные наладки. Типичным представителем таких приспособлений служит токарный патрон с приводом.
Рис 15.3 Токарный патрон с приводом.
1.Корпус. 2.Тяга привода. 3.Гайка. 4.Плавающая муфта.
5.Рычаг. 6.Ось. 7.Ползун. 8.Сменный кулачок.
В корпусе патрона выполнены радиальные пазы, в которых при помощи клинового или рычажного механизма перемещаются ползуны с рифлёной поверхностью. С этой поверхностью сопрягаются сменные кулачки, которые могут устанавливаться на нужном диаметре. Привод механизма осуществляется электродвигателем, пневматическим или гидравлическим цилиндром, которые соединяются с патроном при помощи тяги, проходящей через шпиндель. Крепится привод к заднему концу шпинделя через переходный фланец.
Специализированные наладочные приспособления предназначены для базирования и закрепления типовых по конфигурации заготовок различного размера. Основная область применения – фрезерные и сверлильные работы в серийном производстве. Как и другие приспособления, СНП состоит из базового агрегата и сменных наладок. В общем случае базовый агрегат представляет собой плиту, на которой устанавливаются сменные элементы, имеющие опорные и базирующие поверхности для установки заготовки. При изменении типоразмера заготовки или незначительной её конфигурации на основание устанавливаются другие базирующие элементы. В качестве сменных элементов могут применяться установочные пальцы, призматические шпонки и другие элементы, которые требуют минимальной доработки под конкретную заготовку. Для ориентирования приспособления на столе станка на установочной плоскости СНП так же имеются базирующие элементы – шпонки или штыри. Такие приспособления могут быть многоместными, в этом случае обеспечивается возможность смены заготовок вне рабочей зоны станка.

Рис.15.4 Быстропереналаживаемое приспособление для
фрезерно-сверлильных станков.
1.Сменная подкладка. 2.Заготовка.
3, 4, 5,6,7.Зажимной механизм.
Универсально-сборные приспособления представляют собой комплект стандартных элементов, изготовленных с высокой степенью точности и обладающие повышенными прочностью и износостойкостью. Набор стандартных элементов образует комплект УСП. В комплект УСП входит более 2000 стандартных деталей и узлов различных типов и типоразмеров. Все элементы делятся на пять групп: базовые, корпусные, установочно-направляющие, крепёжно-прижимные и разные. Такое разнообразие элементов позволяет собрать несколько сотен различных компоновок приспособлений.
Базовые элементы выполняются в виде круглых и прямоугольных плит и в виде угольников. На верхней и боковых поверхностях выполняются шпоночные и Т-образные пазы. Отклонение от параллельности и перпендикулярности пазов составляет 0,005 мм. на 100 мм. длины. На нижней плоскости плиты имеются шпонки для базирования приспособления на столе станка.
К корпусным деталям комплекта относятся различные подкладки, опоры, призмы, угольники и другие детали, предназначенные для образования корпусов и отдельных узлов.
Универсально-сборные механизированные приспособления для станков с ЧПУ (УСПМ-ЧПУ) являются дальнейшим развитием УСП. В таких приспособлениях в качестве базовых элементов используются специально сконструированные плиты, в которые встроены гидроцилиндры для зажимных элементов. Другой вариант базовых плит в УСПМ-ЧПУ- предусматривает применение переносных гидроприхватов, которые устанавливаются в нужном месте плиты. Остальные элементы приспособлений унифицированы с узлами и деталями УСП.
Сборно-разборные наладочные приспособления для станков с программным управлением (СРП-ЧПУ) разработаны специально для оснащения фрезерных станков с ЧПУ и многоцелевых станков. Основным отличием этих приспособлений от УСП является схема фиксации сменных элементов. В СРП-ЧПУ применена система палец – отверстие, которая обеспечивает более высокую точность, жёсткость и стабильность параметров приспособления. Фиксирующие отверстия выполнены во втулках из высокопрочной износостойкой стали, которые запрессованы в корпуса базовых деталей. Для крепления базовые элементы имеют Т-образные пазы. В состав комплекта СРП-ЧПУ входит более 1000 сборочных единиц.
Элементы гидравлики подключаются либо к гидросистеме станка, либо работают от автономной маслостанции, в состав которой входят насосная установка с резервуаром для масла, система фильтров, контрольная и регулирующая аппаратура. Одна установка может обслуживать несколько близко расположенных станков.
Зажимные устройства могут приводиться в действие пневмогидроусилителем. Такой агрегат имеет пневматический и гидравлический цилиндры, причём площадь пневмоцилиндра примерно в 20 раз больше площади гидроцилиндра. Такое соотношение размеров позволяет при рабочем давлении в пневмосети 0,5 МПа получать рабочее давление в гидравлической части агрегата 10 МПа.
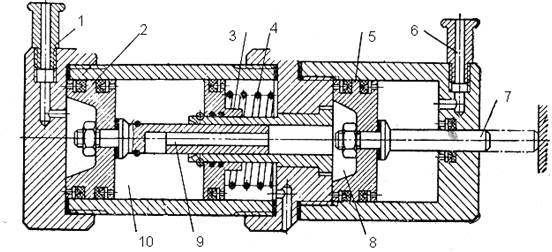
Рис. 15.5 Пневмогидравлический усилитель.
Для повышения быстродействия и увеличения величины рабочего хода штока применяется конструкция пневмогидроусилителя, изображённая на рисунке 115.5. В этой конструкции полость 10 гидроцилиндра заполнена маслом. При подаче воздуха через штуцер 1 из пневмосети в левую полость цилиндра поршень 2 начинает двигаться вправо, сжимая масло и перемещая шайбу 3. Через канал 9 в штоке масло поступает в полость 8 второго цилиндра. Поршень 5 быстро перемещается до соприкосновения штока с закрепляемой заготовкой. Перемещаясь под действием сжатого воздуха, поршень 2 сжимает масло, передавая усилие на поршень 5. Перемещение будет продолжаться до тех пор, пока боковое отверстие в штоке, связанное с каналом 9 не войдёт в кольцо 3 и не перекроет движение масла. Раскрепление происходит при подаче воздуха через штуцер 6 в правую полость цилиндра.
В некоторых устройства для закрепления заготовок используют мощные тарельчатые пружины, а гидравлику применяют для сжатия пружин при раскреплении заготовки. Соединяется гидравлическая система приспособления с источником питания при помощи быстроразъёмных муфт через обратный клапан, препятствующий падению давления в цилиндрах приспособления при разъединении муфты.
Базовая плита СРП может использоваться как основание приспособления-спутника для многоцелевых станков. При использовании приспособлений-спутников возникает задача точной фиксации спутника на столе станка. Она решается путём базирования приспособления-спутника по плоским направляющим и двум базовым фиксаторам с последующим закреплением его на столе. При изнашивании направляющих и фиксаторов может возникнуть погрешность установки, которая снижает точность обработки. В этом случае вводится контроль положения спутника на станке с последующим вводом коррекции положения инструмента в управляющую программу. В более сложных станочных системах, оснащённых специальными устройствами, контроль положения спутника и ввод коррекции в программу выполняются автоматически. Заготовки на приспособления-спутники устанавливаются по своим базирующим элементам. Закрепление заготовок может выполняться различного рода прихватами с ручным или механизированным приводом. Схема закрепления должна предусматривать максимальную обработку без перезакрепления заготовки.