Толкательные печи
Контрольные вопросы
Рис. 4.7. Схема устройства печи с пульсирующим подом
1. В чем заключается принцип перемещения нагреваемых деталей в печи?
2. Назначение печей с пульсирующим подом
3. Какие температуры нагрева достигаются в этих печах?
4. Как маркируются печи с пульсирующим подом?
Используются для нагрева изделий квадратного и прямоугольного сечения, а также для термической и ХТО деталей на поддонах. В этих печах передвижение деталей происходит циклично, прерывисто и осуществляется толкателем. Толкатель электромеханический или гидравлический заталкивает очередное изделие (поддон) в рабочую камеру а у разгрузочного конца печи выталкивается очередным изделием. Перемещение изделия или поддона осуществляется по специальным направляющим из жароупорной стали, установленным на поду печи.
Эти печи, относящиеся к печам непрерывного действия, нашли широкое применение в массовом производстве (автомобильной, тракторной и других отраслях промышленности) и используются для различных видов термической и химико-термической обработки. Работа на печах осуществляется на мазуте, газе и электроэнергии.
Толкательные печи для газовой химико-термической обработки могут быть муфельные и безмуфельные. Недостатки муфельных печей: высокая стоимость и небольшой срок службы муфеля, а также трудоемкий ремонт печей. Детали укладываются на поддоны или подставки (башмаки) и перемещаются толкателями.
Технология термической и химико-термической обработки в толкотельных печах состоит из следующих операций: подготовки деталей (мойка, сушка), нагрев до заданной температуры, выдержка при заданной температуре, охлаждение, очистка от закалочных сред (мойка, сушка).
В печах отечественного производства применяют в основном поддоны двух типоразмеров 0,5х0,5 (для химико-термической обработки, закалки и отпуска машиностроительных деталей) и 0,8х0,8 м для отжига отливок и поковок.
Пламенные толкательные печи, предназначенные для работы с обычной атмосферой, обозначаются индексом ТТО, а с контролируемой атмосферой — ТТЗ. Предельная температура в печах ТТО 1150 °С, а в печах ТТЗ 950 °С. Производительность печей при закалке, отжиге и нормализации 170…4350 кг/ч, при отпуске и нитроцементации 130…4800 кг/ч, при цементации 60…2400 кг/ч.
В топливных печах сжигание топлива происходит в подподовых топках.
Индексы некоторых толкательных топливных печей:
ТТО - 4.30.5/11; ТТО - 10.70.10/11 ТТО - 16.120.12/11
ТТО - 5.40.5/11; ТТО - 12.95.11/11 ТТО - 2/6.95.Х12/11
ТТО - 8.50.8,5/11; ТТО - 16.95.12/11 ТТО - 2/10.140.16/11,5
ТТО - 2/12.200.18/11,5
Последние две печи двухрядные.
Толкательные печи применяются и для ХТО. В этом случае по длине печи имеется три зоны:
- первая по ходу металла - зона цементации или нитроцементации с температурой 9300С;
- вторая - зона охлаждения до температуры 7000С;
- третья - зона нагрева до температуры закалки 8300С.
Сжигание газообразного топлива осуществляется в U - образных радиационных трубах (рис. 32), которые обеспечивают двухсторонний нагрев изделий.
Индексы толкательных печей для ХТО
ТТ3А - 6.40.8,5/9,5 ТТ3А - 2/6.95.13/9,5 - двухрядная
ТТ3А - 6.80.8,5/9,5 ТТ3А - 2/6.95.13
Толкательные электрические печи имеют такую же систему обогрева, что и рольганговые, т. е. нагреватели располагаются на боковых стенках и на своде.
Электрические толкательные печи, предназначенные для работы с обычной атмосферой, обозначаются индексом СТО, с контролируемой атмосферой — СТЗ, для цементации — СТЦ. Конструктивно толкательные электропечи изготовляют однопутные 600, 800 и 1200 мм и двухпутные 2х600 и 2х800 мм.
Со стороны загрузки в печах установлены предварительные камеры, а со стороны разгрузки — гидравлические затворы или перепускные камеры для перепуска поддонов. Загрузка и выгрузка деталей механизированы. Производительность печей от 150 до 1800 кг/ч. Мощность печей от 35 до 580 кВт.
Обычно в электрических толкательных печах нагревают изделия на поддонах (литых из жароупорной стали), перемещаемых через рабочую камеру по направляющим в ее поду. Поскольку перемещение поддонов осуществляется периодически, то эти печи легко герметизируются с помощью тамбуров и шлюзовых устройств. Поэтому они широко применяются для ХТО.
Поддоны бывают следующих размеров: 0,5´0,5 м и 0,8´0,8 м, высота загрузки 0,5-0,8 м.
Печи с поддонами 0,5´0,5 м применяются для цементации, нитроцементации, закалки и отпуска, а с поддоном 0,8´0,8 м - для длительных процессов термообработки стальных и чугунных изделий.
Для закалки, отжига и цементации используют печи типа СТЗ - 5.40.5/10 (375-450), для высокого отпуска СТЗ - 5.60.5/10 (£ 450).
Для ХТО с непосредственной закалкой и низким отпуском применяют печи СТЦА - 5.60.5/3 СХ10 (400), а для ХТО, закалки и высокого отпуска СТЦА - 5.100.5/7.СХ13 (200-350).
На рис. 4.8 представлена безмуфельная двухрядная толкательная электропечь сопротивления для газовой цементации типа СТЦ. Безмуфельная печь имеет плотно сваренный каркас, внутри которого расположена рабочая камера. Газонепроницаемость обеспечивается дополнительными масляными затворами. По длине печи имеются четыре температурные зоны: нагрева, цементации, охлаждения и выравнивания температуры.
В качестве топлива применяется городской газ, который сжигается в горизонтальных радиационных (излучающих) трубках, расположенных под подом и у свода печи.
Цементация производится смесью природного и эндотермического газа (95…97 % эндогаза и 3…5 % городского газа). Газ циркулируется вентиляторами. Все операции, кроме загрузки деталей на поддоны, автоматизированы. Поддоны в печи передвигаются по жаропрочным направляющим. Поддоны жаропрочные размером 50х250Х70 мм. В камере подстуживания цементованные детали охлаждаются от температуры цементации 930 °С до 850…870 °С. Время пребывания деталей в печах при глубине цементованного слоя 0,9…1,2 мм и температуре 1050 °С от 4 до 12 ч

Рис. 4.8. Безмуфельная двухрядная толкательная печь для газовой цементации: 1- камера цементации; 2 — камера подстуживания,
3 — камера выравнивания температуры, 4 — закалочный бак,
5-гидравлический толкатель 6 — гидравлический вытаскиватель поддонов
Печи используются для светлой закалки, отжига, нормализации, цементации и нитроцементации.
Средняя производительность печи при закалке 250—300 кг/ч.
Различают два вида радиационных труб: с горизонтальным и вертикальным расположением в рабочем пространстве печи.
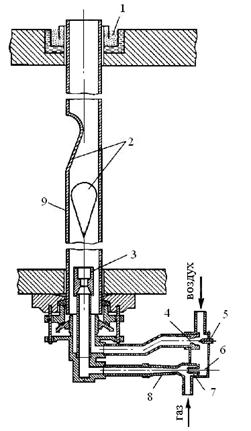
Горизонтально расположенные U-образные радиационные трубы имеют эллептическое сечение 88х170 мм (рис. 4.9).

Рис. 4.9. Горизонтальная U-образная радиационная труба:
I— горелка, 2—труба, 3—эжектор (насос для создания разряжения в трубе и засасывания воздухав горелку)
Вертикальные радиационные трубы имеют диаметр 102 мм и рабочую длину 1170 мм (рис. 4.10).
Для лучшего смещения газа с воздухом на вертикальных трубах делается две вмятины, которые турбулизируют поток, что обеспечивает более полное сжигание газа и выравнивание накала трубы по длине.
Для снижения температуры отходящих газов устанавливают рекуператоры на выходе продуктов сгорания из радиационной трубы. Это позволяет повысить к. п. д. трубы в результате нагрева воздуха, поступающего для сжигания газа, и повысить стойкость труб в местах прохождения через кладку печи. Для получения газовоздушной смеси, сжигаемой в радиационных трубах, нашли широкое распространение инжекционные горелки. Радиационная труба с электронагревательным элементом показана на рис. 4.11. Мощность нагревателя 3…5 кВт.
Для увеличения стойкости труб требуется тщательная регулировка горелочных устройств.
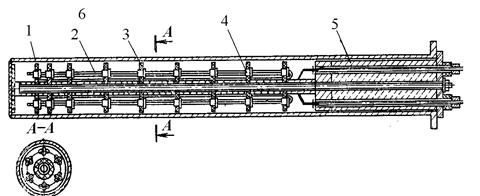
Рис. 4.11. Радиационная труба с электрообогревом: 1- труба, 2 — нагревательный элемент, 3 — шайба, 4 — изолятор, 5 — пробка
Таблица
Характеристики толкательных печей, выпускавшихся заводами ЭТО
| Тип печи | Пло-щадь пода, м2 | Темпе-ратура, °С | Произ., кг/ч | Установл. мощность, кВт | Атмос | Вид ТО | Время ТО | Тип бака |
| СТЗ-6.16.4/10 | 0,96 | 60…80 | З | Зак | 2,5…5 | БТМ-6 | ||
| СТЗ-6.24.4/10 | 1,44 | 90…120 | ||||||
| СТЗ-6.35.4/10 | 2,1 | 140…170 | ||||||
| СТЗ-6.45.4/10 | 2,7 | 180…210 | ||||||
| СТЗ-12.35.4/10 | 4,2 | 250…290 | З | З | 2.5…5 | БТМ-12 | ||
| СТЗ-12.48.4/10 | 5,76 | 340…380 | ||||||
| СТЗ-12.70.4/10 | 8,4 | 500…550 | ||||||
| СТЗ-6.24.4/7 | 1,44 | 45…60 | З | ВО | 3…8 | Охл. Кам. ХТ-6 | ||
| СТЗ-6.35.4/7 | 2,1 | 70…90 | ||||||
| СТЗ-6.48.4/7 | 2,7 | 100…130 | ||||||
| СТЗ-6.70.4/7 | 4,2 | 150…180 | ||||||
| СТЗ-12.48.4/7 | 5,76 | 190…220 | З | ВО | 3…8 | Охл. Кам. ХТ-12 | ||
| СТЗ-12.70.4/7 | 8,4 | 250…280 | ||||||
| СТЗ-12.105.4/7 | 12,6 | 290…320 | ||||||
| СТО-6.24.4/3 | 1,44 | 25…35 | Вз | НО | 3…6 | – | ||
| СТО-6.35.4/3 | 2,1 | 35…45 | ||||||
| СТО-6.48.4/3 | 2,7 | 45…55 | ||||||
| СТО-6.70.4/3 | 4,2 | 55…65 | ||||||
| СТО-12.48.4/3 | 5,76 | 90…110 | Вз | НО | 3…6 | – | ||
| СТО-12.70.4/3 | 8,4 | 120…140 | ||||||
| СТО-12.105.4/3 | 12,6 | 150…170 | ||||||
Печи с ручьевым подом являются разновидностью толкательных печей и предназначены для нагрева только деталей цилиндрической формы. В этих печах под действием толкающего механизма перемещаются по желобам - ручьям в подовой плите. Под с ручьями может быть выполнен из металла или керамики.