Газовая металлизация
Проволоку напыляемого металла расплавляют ацетилено-кислородным пламенем, а распыление осуществляют сжатым воздухом или инертным газом. Расход сжатого воздуха обычно составляет 0,6— 0,8 м3/мин, давление 0.3…0.5 МПа. Давление ацетилена должно быть 4…60 КПа, а его расход 240—850 л/ч. Проволока подаётся со скоростью 4,5— 6,0 м/мин в распылительную головку с помощью специального подающего механизма, установленного в газометаллизаторе.
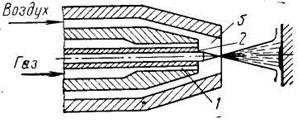
Рисунок – Схема установки газометаллизации: 1-отверстие для смеси ацителена с кислородом; 2-частицы расплавленного металла; 3-отверстие для сжатого воздуха.
Преимущества: получение покрытий высокого качества и прочности.
Недостатки: необходимость в горючем газе, высокая стоимость покрытия.
Пазменно-дуговая металлизация
При пропускании электрического тока большой плотности через газовую среду, находящуюся под повышенным давлением, газ ионизируется. Наряду с положительно и отрицательно заряженными ионами в ионизированном газе содержатся электроны и нейтральные атомы. Такое состояние вещества называется плазмой. Плазма обладает высокой электрической проводимостью и образует вокруг себя магнитное поле, которое заставляет частицы плазмы сжиматься и двигаться узким пучком. Плазменная струя служит интенсивным источником тепла; температура ее достигает 15 000° С.Ремонтируемая деталь в цепь источника тока не включается. При указанной схеме включения электрической цепи температура на поверхности детали в процессе металлизации не превышает температуру плавления основного металла и, следовательно, поверхностный слой детали находится в твердом состоянии. Для плазменной металлизации установки УМП-1-61, УМП-2-62 и УМП-4-64
 Рисунок – Схема плазменной металлизации: 1-распыляемая проволока; 2-наконечник для проволоки; 3-электрод; 4-горелка; 5-сопло.
Рисунок – Схема плазменной металлизации: 1-распыляемая проволока; 2-наконечник для проволоки; 3-электрод; 4-горелка; 5-сопло.
Плазменную металлизацию обычно применяют для напыления тугоплавких металлов и их соединений
Достоинства: высокая производит-ть, прочность сцепления.
Недостатки: высокая хрупкость напыленного слоя.
Схема процесса металлизации детали:
1) очистка металлизируемой пов-ти;
2) предварительная механическая обработка для придания требуемой геометрической формы и размера;
3) придание наибольшей шероховатости, чтобы обеспечить достаточную прочность сцепления напыленного слоя с основным металлом. Наиболее распространенными способами создания шероховатости являются нарезание рваной резьбы, нарезание круглой резьбы с обкаткой;
4) изоляция участковпов-ти, не подвергаемых металлизации;
5) металлизация. Процесс металлизации различными способами описан выше;
6) обработка детали после металлизации для получения требуемых размеров, точности и шероховатости поверхности.
Преимущества: высокая производительность и экономичность процесса, повышенная твердость 'покрытия по сравнению с исходной твердостью напыляемого металла (для стали на 30—40%), возможность получения покрытия толщиной до 10—15 мм, проведение процесса без нагревания детали
Недостатки: невысокая прочность сцепления напыленного слоя с металлом детали, неоднородность покрытия, малая износостойкость покрытия при недостатке смазки.