Ручная электродуговая сварка и наплавка. Оборудование для сварки.
Ремонт деталей машин сваркой и наплавкой. Основные параметры. Схема сварочного поста
Литература
Заключение
Графическая часть.
6.1 Расчёт годовой трудоёмкости на участке.
Где: Тn- трудоёмкость на единицу продукции
n- число одноимённых деталей в изделии
N- годовая программа
КМР- маршрутный коэффициент (0.5- 0.9)
1. Сварочный участок.
2. Слесарный участок.
6.2 Расчёт количества производственных рабочих.
1. Сварочный участок
 принимаю 2 человека.
принимаю 2 человека.
где: ФД.Р- действительный годовой фонд времени рабочего (принимаю 1840)
2. Слесарный участок.
 принимаю 1 человека.
принимаю 1 человека.
6.3 Расчёт количества основного оборудования.
1. Количество оборудования для сварочных работ.
 принимаю 1.
принимаю 1.
где: ФД.О- действительный фонд 1 смена- 1965; 2 смены- 3910, принимаю 1 смену 1965.
2. Количество оборудования на слесарные работы.
 принимаю 1.
принимаю 1.
где: m- среднее число работающих на одном рабочем месте (1- 2 чел.) принимаю 1;
у- число смен работы, принимаю 1.
6.4 Расчёт площади участка.

где: Кn- коэффициент плотности расстановки оборудования (3.5- 6.0)
Принимаю площадь участка по стандарту 36м2
Ремонт- процесс восстановления и поддержания работоспособности автомобиля путём устранения отказов и неисправностей, возникающие в работе выявленных при техническом обслуживании.
Указанные в этом проекте неисправности поломки, вызванные механическим воздействием, и операций по восстановлению балки переднего моста. Являются самыми экономичными, требующими меньших затрат, усилий прикладываемых слесарями. Эти технологические процессы рекомендуются в использовании на специально оборудованных участках ремонта.
«Ремонт автомобилей» Румянцев С.И. 1988г.
«Ремонт автомобилей» Дюмин И.Е. 1955г
«Ремонт автомобилей и двигателей» Карагодин В.И. 2001г.
«Ремонт автомобилей» Коробейник А.В.2004г
«Оборудование для ремонта авто» Дехтеринский А.В. 1979г.
«Технология ремонта автомобилей» Шахнес М.Н. 1979г.
«Справочная книга по организации ремонту автомобилей» Селиванов А.И.
«Справочное оборудование и оснастка для ремонта мастерских» Афанасьев А.А 1975г
«Ремонт мастерских совхозов и колхозов» Гуревич Д.Ф. 1988г.
«Руководство по капитальному ремонту (Газ, ЗИЛ, КамАЗ,)
«Проектирование производственных участков АРП» Колебанов Б.В.1975г.
«То и ремонт автомобилей, пособие по курсовому проекту и дипломному проектированию» Суханов Б.М. 1985г.
«То и ремонт автомобилей, пособие по курсовому проекту и дипломному проектированию»
Туревский И.С. 2007г
Этот вид ремонта самый распространенный. С помощью сварки можно выполнить следующие работы:
1. Соединить отдельные части и детали машин.
2. Заваривать трещины, разрывы, раковины.
3. Наплавлять поверхности деталей.
4. Производить резку, нагрев, пайку деталей.
В ремонтной практике большое распространение получили электрическая и газовая сварка.
Газовая сварка
Наибольшее распространение в практике ремонта оборудования получила ацетилено-кислородная сварка, которая обеспечивает температуру t ≈ 2800-30000 С. Получают горячую смесь в специальных аппаратах с помощью резаков и горелок.
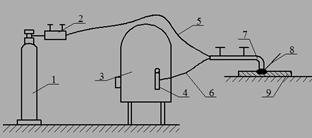 1 – кислородный баллон,
1 – кислородный баллон,
2 – Кислородный редуктор,
3 – ацетиленовый генератор,
4 – водяной затвор,
5 – кислородный шланг,
6 – ацетиленовый шланг,
7 – горелка (резак)
8 – Присадочная проволока,
9 – деталь.
Сварка – получение неразъемного соединения детали местным нагревом до расплавленного или пластичного состояния с применением или без применения механических сил.
Наплавка – разновидность сварки, нанесение расплавленного слоя металла на поверхность детали.
Для газовой сварки можно применять ацетилен, природный газ, пропан, бутан, а также пары бензина или керосина.
Диаметр присадочной проволоки
S – толщина сварочного металла

До 5 мм – без разделки кромок
5-12 мм – V-образная разделка кромок
>12 мм – Х- образная разделка кромок
Мощность пламени регулируется номерами наконечников или горелки.
Расход кислорода: Акисл = (1,1 – 1,2)Аацетинена, [л/сек]
Наиболее распространенный вид сварки при ремонте оборудования. Применяется электродуговая сварка следующих видов:
- ручная
- автоматическая и полуавтоматическая под слоем флюса
- сварка в среде защитных газов
Ручная электродуговая сварка
1)Неплавящийся электрод 2) плавящийся электрод
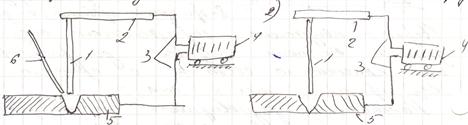
1 - электрод, 2 - электродержатель, 3- сварочный кабель, 4- сварочный трансформатор (преобразователь), 5- свариваемая деталь, 6-присадочнач проволока.
Сварку можно производить на постоянном или переменном токе.
Переменный ток Постоянный ток
ТС – 300, 500, 1000 ПС – 300, 500, 1000
ТСД – 300, 500, 1000
СТЭ – 300, 500
Цифра после букв обозначает максимальную силу тока, которую может дать трансформатор.
Электроды в зависимости от назначения и состава могут быть стальные, чугунные, медные, электроды твердых сплавов.
Диаметр электродов Может быть 2-10 мм, L = 450 мм.
Главные особенности электродуговой сварки
1)род тока постоянный или переменный
2)полярность прямая или обратная
3)величина сварки тока
4) Диаметр электрода
Чем больше толщина детали, тем должна быть больше сила тока и больше диаметр электрода.
dэл = 0.5S + 2, мм.
I = (β+α∙ dэл), А; α = 6, β = 20.
20. Технология ремонта машин. Методы ремонта: индивидуальный, обезличенный, узловой.
Технология ремонта машин – совокупность технологических операций по восстановлению деталей, узлов и машин в целом, выполненных в определенной последовательности.
В зависимости от условий ремонта и количества однотипных машин на заводе применяют специальные виды ремонта:
1. Индивидуальный – метод ремонта, при котором детали и узлы не обезличиваются, а после восстановления становятся на ту же машину.
Применяется при ремонте уникального оборудования, разнотипного, одиночного.
Недостатки:
– отсутствие специализации работ,
– большой простой,
– высокая стоимость ремонта,
– высокая квалификация рабочих,
2. Узловой (агрегатно-узловой) – детали и узлы машин при разборке обезличиваются и во время ремонта заменяются заранее отремонтированными, снятыми с других однотипных машин или изготовленными вновь. При этом методе значительно сокращается простой, внедряется специализация работ, ремонт дешевле, качество ремонта выше.
Узловой метод особо целесообразен при большом количестве однотипных машин.