УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Техническая характеристика генераторов
Техническая характеристика установки
Техническая характеристика агрегата
Техническая характеристика устройства ПУОШ-1
Техническая характеристика установки УМ2-0Д5
Техническая характеристика УЗУ1-0,6-0
Техническая характеристика УЗВК-2
Техническая характеристика установки
Техническая характеристика установки
Техническая характеристика ультразвуковых ванн серии УЗЗ
Техническая характеристика агрегата УЗА-10М
Техническая характеристика устройства УОГ-1
Техническая характеристика УЗА-16
Магнитострикционные преобоазователи ПМС-П, ПМС-СП1
ПМС-11М
Количество преобразователей в шт................................ 4
Потребляемая мощность в кВт....................................... 25
Объем ванны в л............................................................... 80
Число оборотов очищаемой детали в минуту................ 1
Для очистки от жировых и механических загрязнений деталей с глубокими отверстиями применяют ультразвуковое устройство УОГ-1 (рис.2).



Рис 1. Ультразвуковой aгpeгат УЗА-16 Рис. 2. Ультразвуковое устройство УОГ-1
В качестве источника ультразвуковых колебаний используют магнитострикционные преобразователи со сменными инструментами. Инструмент представляет собой полуволновый концентратор, к рабочему торцу которого припаяна стальная трубка или стержень.
Очистка производится следующим образом: деталь закрепляют на поворотном столе и в очищаемую полость вводят трубку, по трубке подается моющий раствор, заполняющий пространство между стенками очищаемой полости и наружной поверхностью трубки. При работе магнитострикционного преобразователя по трубке распространяются изгибные колебания и происходит одновременная очистка всей поверхности очищаемой полости. Моющий раствор нагревается паром или горячей водой, подаваемой в змеевик, закрепленный в баке с моющей жидкостью. Жидкость из бака перекачивается при помощи насоса.
Для питания преобразователя используется генератор УЗГ-2,5М.
Количество магнитострикционных преобразователей в шт...... 1
(ПМС-11М)
Потребляемая мощность в кВт................................................... 4
Коэффициент усиления полуволнового концентратора............. 2
Тип насоса..................................................................................... БГ-11-12А
Диаметр очищаемых отверстий в мм........................................... 4—20
Глубина очищаемых отверстий в мм........................................... 20—200
 |
Ультразвуковой агрегат УЗА-10М предназначен для ультразвуковой очистки оптических деталей, мелких деталей из стали, цветных металлов, сплавов и неметаллических материалов от жировых и механических загрязнений в водных растворах щелочей и в органических растворителях.
Кроме очистки, в агрегате предусмотрено споласкивание под душем, промывка в парах растворителя и радиационная сушка.
Привод механизма подъема и поворота деталей — пневмо-гидравлический. Агрегат работает в полуавтоматическом цикле, вследствие чего может быть встроен в автоматическую линию. Полная герметизация ванн агрегата и наличие вентиляции обеспечивают безопасность работы в случае применения токсичных сред для очистки.
Количество ванн для ультразвуковой очистки в шт........................ 3
Количество камер для промывки в шт.:
струйной.................................................................................... 1
паром......................................................................................... 1
Количество камер для сушки в шт. .................................................. 1
Рабочая емкость ванны в л ................................................................ 12
Диаметр рабочего проема ванны в мм ............................................. 330
Рабочая глубина ванны в мм ............................................................165
Максимальный вес деталей, загружаемых в одну сетку, в кг .......... 4
Привод агрегата .................................................................. Пневматический
Магнитсстрикционные преобразователи типа ПМС-6К:
количество в шт. .................................................................... 3
мощность в кВт ..................................................................... 2,5
частота колебаний в кГц ........................................................19—20
Для очистки от жировых и механических загрязнений разнообразных деталей, сборок и материалов применяются выпускаемые серийно ультразвуковые ванны серии УЗВ. В этих ваннах детали, узлы и материалы очищаются в водных растворах щелочей, органических растворителях и синтетических поверхностно-активных веществ. Ванны УЗВ конструктивно выполнены одинаково и отличаются лишь количеством встроенных магнитострикционных преобразователей и габаритными размерами. Источником питания ванн служат генераторы серии УЗГ.
 Ванны выпускаются уже несколько лет и нашли широкое применение в самых различных областях промышленности. Годовой экономический эффект от внедрения одной ванны серии УЗВ на машиностроительном или приборостроительном предприятии составляет в среднем тысячи рублей.
Ванны выпускаются уже несколько лет и нашли широкое применение в самых различных областях промышленности. Годовой экономический эффект от внедрения одной ванны серии УЗВ на машиностроительном или приборостроительном предприятии составляет в среднем тысячи рублей.
На рис. 3 показана ультразвуковая ванна УЗВ-17М, а в табл. 2 приведены технические характеристики ультразвуковых ванн серии УЗВ.
Снятие лаковой пленки с калибров, роликов, блоков и других деталей эмалировочных станков очень трудоемкий процесс. В Московском институте стали и сплавов проведены исследования по интенсификации процесса очистки поверхности металлических деталей от лаковых пленок при помощи ультразвуковых колебаний [5].
Результаты исследований показали, что снятие лаковых пленок в ультразвуковом поле значительно ускоряется. Так, в растворителе винифлексового лака РВЛ лаковые пленки под действием ультразвука полностью снимаются с деталей за 30—40 мин, т. е. в 15—20 раз быстрее по сравнению с ранее существующим методом.
Таблица 2
| Характеристики | Типы ванн | |||
| УЗВ-15М | УЗВ-16М | УЗВ-17М | УЗВ-18М | |
| Количество встроенных преобразователей ПМС-6М в шт. ………………………. Общая площадь излучаю-щей поверхности преоб-разователя в мм ………… Рабочая емкость ванны в л .. Внутренние размеры ванны в мм ………………………… Максимальная потребляе-мая мощьность в кВт ……. Расход воды для охлажде-ния преобразователей и ванны в л/мин ……………. Расход воздуха в системе вытяжной вентиляции в м3/ч ………………………… | 300х300 400х х400х х300 2,5 3/6 | 300х600 700х х450х х300 5,0 6/8 | 300х900 1100х х450х х300 7,5 9/9 | 300х1200 1400х х450х х300 10,0 12/10 |
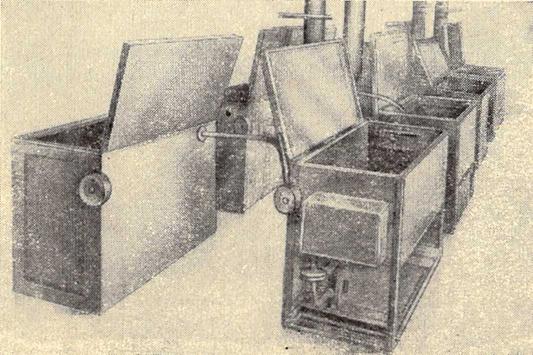
Рис. 3. Ультразвуковые ванны УЗВ-17М
В Московском институте стали и сплавов разработана и изготовлена механизированная ультразвуковая установка (рис. 4), состоящая из ванны, пульта управления и генератора УЗГ-10М. Мелкие детали (калибры сложной формы, муфты, болты) помещают в четыре барабана, изготовленные из латуневой сетки. Вал с барабанами приводится во вращение от двигателя через редуктор. Скорость вращения барабана — 4—5 об/мин. Двигатель запускается с пульта управления.
Установка эффективна в производственных условиях и может быть использована для всех видов очистки от жировых и механических загрязнений от лаковых и других полимерных пленок.
Рабочая частота в кГц ..................................................................... 22,5
Интенсивность ультразвуковых колебаний в Вт/см2 .............. 2
Амплитуда колебаний пакетов преобразователейв мк .................. 4—5
Тип преобразователей ..................................................................... ПМС-6М
Количество преобразователей в шт. ............................................... 4
Тип генератора ................................................................................ УЗГ-10М
Время очистки в мин ........................................................................ 30—40



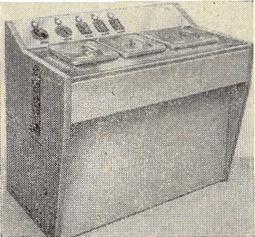
Рис. 4. Ультразвуковая механизированная Рис. 5. Ультразвуковая установка для установка для очистки очистки калибров, эмальцехов от лака
Другая ультразвуковая установка (рис. 5) для очистки калибров от лака изготовлена на заводе «Микропровод». Установка рассчитана на работу от генератора УЗГ-10. Экономическая эффективность от внедрения на заводе ультразвуковой установки за 1 г. составила очень много.
Рабочая частота в кг ............................................................ 19
Количество ваннв шт. ........................................................ 4
 Тип преобразователя ........................................................... ПМС-4
Тип преобразователя ........................................................... ПМС-4
Количество преобразователей в шт. ................................... 4
Для очистки большого количества деталей различных размеров и конфигурации на одном из заводов Горьковской области применяется полуавтоматическая линия ультразвуковой очистки деталей с программным управлением. Оборудование линии состоит из блока ванн обезжиривания, промывки, очистки, удаления шлама, окончательной промывки, сушильной камеры и трех ультразвуковых генераторов УЗ Г-ЮМ, подающих колебания частотой 20 кГц на три ванны. На установке в настоящее время обрабатывается около 2000 деталей различной конфигурации.
Производительность установки 300 кг/ч. Внедрение полуавтоматической линии ультразвуковой очистки деталей от окалины дало годовую экономию.
Ультразвуковые колебания передаются на ванны обезжиривания, очистки и удаления шлама.
Последовательность операции ультразвуковой очистки следующая: загрузка деталей в корзины, обезжиривание при включенном ультразвуковом генераторе (4 мин), промывка в первой промывочной ванне (1 мин), ультразвуковая очистка при включенном ультразвуковом генераторе (4 мин), промывка во второй промывочной ванне; удаление шлама при включенном ультразвуковом генераторе (4 мин), промывка в третьей промывочной ванне (1 мин), пассивация (1 мин), сушка (4 мин).
На Минском тракторном заводе базовой лабораторией ультразвука создана и внедрена ультразвуковая установка для очистки трубопроводов гидравлической системы трактора «Беларусь».
Установка состоит из двух линий, в которых имеется четыре ультразвуковых генератора УЗГ-10М, две ванны УЗВ-17, две ванны УЗВ-18, четыре промывочные ванны и две ванны пассивирования.
Пропускная способность установки до 7 тыс. трубок в сутки. Применение ультразвуковой очистки трубопроводов позволило при увеличении производительности труда значительно повысить культуру производства, качество выпускаемой продукции и долговечность узлов трактора «Беларусь».
На Минском тракторном заводе внедрена и ультразвуковая ванна УЗВК-2, предназначенная для очистки деталей от ржавчины, окалины и солей. Источником ультразвуковых колебаний служит модернизированный преобразователь ПМС-6М. Ванна работает в комплекте с генератором типа УЗГ-2,5 или УЗГ-10М (УЗГ-10У).
 Специальный метод крепления преобразователей, наружная водяная рубашка для подогрева или охлаждения рабочей жидкости и другие конструктивные особенности ванны позволяют работать со слабыми кислотными растворами. При этом срок службы диафрагмы преобразователей увеличен до 500 ч. Ванна УЗВК-2 проста в изготовлении и удобна в эксплуатации.
Специальный метод крепления преобразователей, наружная водяная рубашка для подогрева или охлаждения рабочей жидкости и другие конструктивные особенности ванны позволяют работать со слабыми кислотными растворами. При этом срок службы диафрагмы преобразователей увеличен до 500 ч. Ванна УЗВК-2 проста в изготовлении и удобна в эксплуатации.
Количество встроенных преобразователей в шт. 1
Габаритные размеры ванны в мм ............................. 500x500x850
Внутренние размеры ванны в мм ............................. 400x400x300
Рабочая емкость ванны, в л ....................................... 45
ЦКБ УВУ разработана промышленная серия универсальных ультразвуковых установок мощностью 100 и 250 Вт для использования в технологических процессах очистки изделий, гравировки и т. п. Комплекты установок выполнены настольными, состоящими из ультразвукового генератора на полупроводниках и ванн различной емкости, что позволяет очищать изделия различной загрязненности, конфигурации и размеров.
Установки можно широко использовать на индивидуальных рабочих местах в машиностроительной, электротехнической, радиоприборо-строительной и других отраслях промышленности, а также для очистки газовых деталей, оптики, ювелирных изделий от масел, пасты, пыли, механических и других загрязнений. Длительность процесса очистки 30—50 сек.
 Установка УЗУ1-0,6-0 (рис. 6) предназначена для очистки и обезжиривания мелких деталей и изделий от масла, пыли, пасты и других механических загрязнений. Она широко применяется также для очистки лабораторной посуды и медицинского инструмента.
Установка УЗУ1-0,6-0 (рис. 6) предназначена для очистки и обезжиривания мелких деталей и изделий от масла, пыли, пасты и других механических загрязнений. Она широко применяется также для очистки лабораторной посуды и медицинского инструмента.
| Рис. 6. Ультразвуковая установка УЗУ1-0,6-0 |
Работа установки основана на воздействии ультразвуковых колебаний в моющем растворе на загрязнения деталей и инструмента.
 Установка представляет собой трехпозиционное моющее устройство. Ванны очистки и промывки, камера сушки и ультразвуковой генератор смонтированы в одном корпусе. Детали, подлежащие очистке, загружаются в специальную сетку, которая помещается в ванну с раствором. Ультразвуковые колебания в нем возбуждаются при помощи магнито-стрикционного преобразователя, вмонтированного в дно ванны и питаемого от ультразвукового генератора мощностью 600 Вт. Моющий раствор нагревается электронагревателями до 80°С. Температура раствора поддерживается автоматически при помощи термореле. Вследствие использования в установке распределительного преобразователя достигается равномерное озвучивание моющего раствора над всей излучающей поверхностью (120x190 мм). После озвучивания сежа с деталями переносится в ванну чистовой промывки (без ультразвука), а затем в камеру сушки. Сушат детали воздухом, подогретым калорифером до температуры 120° С. Установка проста и надежна в эксплуатации; обслуживается одним оператором.
Установка представляет собой трехпозиционное моющее устройство. Ванны очистки и промывки, камера сушки и ультразвуковой генератор смонтированы в одном корпусе. Детали, подлежащие очистке, загружаются в специальную сетку, которая помещается в ванну с раствором. Ультразвуковые колебания в нем возбуждаются при помощи магнито-стрикционного преобразователя, вмонтированного в дно ванны и питаемого от ультразвукового генератора мощностью 600 Вт. Моющий раствор нагревается электронагревателями до 80°С. Температура раствора поддерживается автоматически при помощи термореле. Вследствие использования в установке распределительного преобразователя достигается равномерное озвучивание моющего раствора над всей излучающей поверхностью (120x190 мм). После озвучивания сежа с деталями переносится в ванну чистовой промывки (без ультразвука), а затем в камеру сушки. Сушат детали воздухом, подогретым калорифером до температуры 120° С. Установка проста и надежна в эксплуатации; обслуживается одним оператором.
Потребляемая мощность в кВт ............................. Не более 6
Выходная мощность генератора в кВт ................ 0,63
Рабочая частота в кГц ............................................ 22 ±7,5%
Расход воды на охлаждение в л/мин ...................... 2
Размеры ванн очистки и промывки в мм ............... 225x260x250
Другая установка УМ2-0,25 (рис. 7) также предназначена для очистки мелких деталей оптического производства, точного машиностроения, радио- и электропромышленности, медицины и т. д.

Рис. 7. Ультразвуковая установка УМ-2-0,25 для очистки мелких
деталей оптического производства
Установка состоит из генератора на полупроводниковых триодах и ванны для очистки со встроенным пьезокерамическим преобразователем из керамики ЦТС-19. Детали можно очищать в нейтральной и агрессивной средах.
 |
Напряжение однофазной питающей сети в в ............220
Потребляемая мощность в Вт ................................... 500
Выходная мощность в Вт .......................................... 250
Диапазон частот вкГц ................................................ 22+7,5%
В настоящее время созданы специальные ультразвуковые установки, предназначенные для очистки сварных швов, поверхности проводов, спиралей электроламп, изделий из драгоценных металлов и др.
На рис. 8, а изображено ультразвуковое устройство ПУОШ-1, предназначенное для ультразвуковой очистки от окалины после сварки внутренней поверхности сварных швов трубопроводов. Оно состоит из магнитострикционного преобразователя ПМС-11М и прижимного устройства, смонтированных на специальной подставке.
Очищаемый трубопровод зажимается между сменным инструментом магнитострикционного преобразователя и полуволновым стержнем. Рабочие торцы инструмента (рис. 8, б) и стержня выполнены по профилю трубопровода. В случае очистки от шлама после предварительного химического травления по трубопроводу прокачивается вода.
Устройство позволяет производить непосредственное травление при воздействии ультразвука: в этом случае по трубопроводу прокачивается соответствующий раствор для травления. Питание обмотки магнитострикционного преобразователя осуществляется от ультразвукового генератора УЗГ-2,5.
Рабочая частота в кГц ........................................................ 20
Электрическая мощность ультразвуковой частоты,
потребляемая преобразователем, вкВт............................ 1
Диаметр очищаемых трубопроводов в мм ....................... 4—50
Толщина стенки трубопроводов в мм ............................... 0,5—5



Рис. 8. Ультразвуковая очистка сварных швов:
а — ультразвуковое устройство ПУОШ-1; б — инструменты для очистки сварных швов
На заводе «Микропровод» разработан и изготовлен агрегат, предназначенный для очистки поверхности проводов перед наложением лака. Агрегат (рис. 9)представляет собой ультразвуковые ванны с излучателями ультразвука и комплектом необходимой аппаратуры для электропитания. Схема установки показана на чертеже.
Электрозвуковые колебания возбуждаются в рабочей жидкости (органический растворитель) при помощи пьезоэлектрических преобразователей из керамики титаната бария.
Преобразователи получают питание от генератора УГЗ-10А. Экономический эффект от внедрения на заводе агрегата составил немалую сумму.
Частота колебаний преобразователей вкГц ....................... 880
Количество ванн в шт. .......................................................... 4
Количество преобразователей в ванне вшт. ....................... 4
Напряжение накала генераторной лампы ГК-89А вВ ........ 11
Ток вА:
сетки ....................................................................................... 0,15—0,75
анода ..................................................................................... 1—2,5
Напряжение на излучателях в В .......................................... 100—150


Рис. 9. Ультразвуковой агрегат для очистки поверхности проводов.
Сотрудниками конструкторского бюро Латвийской ССР разработана и изготовлена полуавтоматическая установка для очистки ювелирных изделий. Установка выполнена в виде самостоятельного агрегата, питающегося от генератора УЗМ-1,5, номинальной выходной мощностью 1,5 кВт.
Установка состоит из трех основных узлов: шестипозиционного узла очистки карусельного типа, узла приготовления и регенерации моющего раствора и пульта управления. На первой позиции детали, подлежащие очистке, загружаются в небольшую проволочную корзину, которая при помощи транспортирующего механизма переносится в первую ванну. Здесь детали смачиваются моющей жидкостью. Во второй и третьей ваннах, оборудованных магнитострикционными излучателями, детали очищаются. В четвертой ванне остатки моющего раствора смываются дистиллированной водой. После этого детали погружаются в сушильную камеру, где подвергаются сушке подогретым воздухом.
Карусельный механизм имеет пневматический привод. Управление процессом очистки деталей осуществляется с пульта, в который вмонтировано также реле времени, позволяющее изменять продолжительность обработки деталей (в каждой из ванн) в пределах от 3 сек до 10 мин.
Полуавтоматическая установка предназначена для очистки ювелирных изделий после их полирования, может быть использована также и для очистки других различных мелких деталей. Внедрение указанной установки дает возможность повысить качество очистки, исключить ручной труд, снизить потери драгоценных металлов, улучшить условия труда рабочих, повысить культуру производства; это позволит также в дальнейшем перейти к полной автоматизации процесса. Годовой экономический эффект составит очень много.
 Техническая характеристика установки
Техническая характеристика установки
Количество ванн в шт. ......................................................... 4
Количество преобразователей в шт. ................................... 2
Емкость одной ванны в л .....................................................5
Рабочая температура в °С ................................................... 60—70
Давление воздуха в пневматической сети в кГ/см2 ............. Не менее 2
Охлаждение магнитострикторов ......................................... Водяное
Частота колебаний магнитострикционных излучателей в кГц 21
Номинальная мощность одного излучателя в кВт ............ 1,5
Потребляемая мощность в кВт от сети 220 В 50 гц:
номинальная ................................................................ 2
максимальная ............................................................... 6
Другая ультразвуковая установка, предназначенная для очистки спирализованной проволоки в процессе производства электроламп, выполнена в виде самостоятельного агрегата, в одном корпусе которого объединены механизм вращения катушек с проволокой и собственно ванна очистки.
Ванна рассчитана на очистку проволоки, намотанной на катушку диаметром 125 мм, шириной 35 мм. Ванна очистки — сварная, из нержавеющей стали. В ее дне при помощи сварной прижимной рамы закреплен магнитострикционный преобразователь типа ПМС-6М. К верхней плите подставки ванна крепится при помощи той же рамы.
Для обеспечения полного слива моющего раствора из ванны срезан один угол мембраны преобразователя. В резиновых прокладках имеются фигурные вырезы, через которые раствор поступает в приваренный к прижимной раме штуцер.
В подставке помещен электродвигатель, вращение от которого передается посредством клинового ремня на червячный редактор и две цепные передачи, приводящие в движение фрикционные валики.
Вращение от валиков передается катушкам для обеспечения равномерной и качественной очистки всей проволоки, намотанной на катушки.
 Для обеспечения требований техники безопасности при установке ванны очистки корпус ее должен заземляться. Кроме того, в целях снижения уровня акустического излучения ванна очистки помещена в звукоизолирующий кожух.
Для обеспечения требований техники безопасности при установке ванны очистки корпус ее должен заземляться. Кроме того, в целях снижения уровня акустического излучения ванна очистки помещена в звукоизолирующий кожух.
Внедрение разработанного метода очистки спиралей улучшает качество электроламп и удлиняет срок их эксплуатации ориентировочно на 5—10%, улучшает условия труда, устраняя работу с едкими химическими веществами.
Рабочий объем ванныв л.................................................................... 6
Число одновременно очищаемых катушек с проволокой в шт. ....... 12
Число оборотов катушки в мин .......................................................... 10
Частота ультразвуковых колебаний в кГц ......................................... 18—22
Потребляемая мощность в кВт:
магнитсстрикционным преобразователем ......................................... 2,5
электродвигателем .............................................................................. 0,12
нагревателями для жидкости .............................................................. 0,9
Расход воды (при давлении 1,5 кГ/см2) в л/ч ..................................... 150
НИИХИММАШем разработан ультразвуковой фильтр УЗФ, предназначенный для фильтрации и сгущения малоконцентрированных суспензий, содержащих аморфные и мажущие осадки, которые плохо фильтруются в обычных условиях. Ультразвуковой фильтр (см. чертеж)представляет собой прямоугольный бак 3 с крышкой 2, внутри которого находится магнитострикционный излучатель 5 с двумя поверхностями излучения (в виде квадратных пластин), помещенный в камеру 4, обе стенки которой затянуты фильтрующей тканью 6.
 Суспензия подается в бак через штуцер 1 в крышке, проходит через фильтрующую ткань, оставляя на ней осадок, и по трубе 8 выходит из аппарата. Фильтрующая ткань очищается от осадка ультразвуковыми колебаниями, излучаемыми пластинами навстречу потоку фильтрата. Таким образом, процессы фильтрации и регенерации фильтрующей ткани протекают одновременно и непрерывно. Сгущенная суспензия накапливается в нижней части аппарата и периодически или непрерывно выгружается через нижний патрубок 7.
Суспензия подается в бак через штуцер 1 в крышке, проходит через фильтрующую ткань, оставляя на ней осадок, и по трубе 8 выходит из аппарата. Фильтрующая ткань очищается от осадка ультразвуковыми колебаниями, излучаемыми пластинами навстречу потоку фильтрата. Таким образом, процессы фильтрации и регенерации фильтрующей ткани протекают одновременно и непрерывно. Сгущенная суспензия накапливается в нижней части аппарата и периодически или непрерывно выгружается через нижний патрубок 7.
Ультразвуковой фильтр УЗФ в отличие от существующих конструкций фильтров дает возможность проводить непрерывную фильтрацию суспензий (без остановки аппарата для чистки или замены фильтрующего элемента), что способствует повышению производительности в 1,5— 2 раза.
Принцип регенерации фильтрующей ткани при помощи ультразвука использован в промывной ванне автоматического фильтра типа ФПАК (табл. 3). В ванне 1 (см. чертеж)между направляющими валиками 3 устанавливаются магнитострикционные излучатели 2 типа ПМС-6М. Количество излучателей зависит от ширины фильтрующего полотна (из расчета один излучатель на каждые 300 мм ширины фильтрующего полотна). Загрязненная ткань после цикла фильтрации поступает в ванну, заполненную промывным раствором, и при помощи валиков направляется вдоль излучающей поверхности магнитострикционных излучателей. Фильтрующее полотно, проходя параллельно пластинам, излучающим ультразвуковые колебания, интенсивно отмывается от осадка и направляется снова в фильтр. Применение ультразвуковых излучателей в промывочной ваше позволяет улучшить регенерацию фильтрующей ткани и уменьшить ее расход.
Таблица 3
| Техническая характеристика | Фильтр УЗФ | Ванна к аппарату ФПАК |
| Поверхность фильтрации в м2 ............ Давление при фильтрации в кГ/см2 .... Частота колебаний магнитострик-ционного преобразователя в кГц ....... Потребляемая мощность в кВт........... | 0,25—1 до 2 18—21 1—5 | — — 18—21 |
Для предотвращения образования накипи на внутренних поверхностях паровых котлов и теплообменных аппаратов давлением до 13 кГ/см2 с жесткостью питательной воды до 10 мг-экв/л применяются импульсные ультразвуковые генераторы УИГ-61М (рис. 10, а) и ИГ-58М (рис. 10, б).
 Генератор УИГ-61М собран на двух тиратронах типа ТГИ1-130/10 по двухтактной схеме, а генератор ИГ-58М на тиратроне ТГИ1-400/3,5 (табл. 4). На передней панели генераторов расположены штепсельные разъемы для подключения звуководов и ручки управления работой прибора. Звуководы собраны из бесшовной трубы диаметром 75 и длиной 600 мм с фланцевым соединением. К фланцу звуковода крепится вибратор. Вибратор состоит из металлической мембраны и сердечника. Сердечник выполнен из набора никелевых пластин размером 80х26х25 мм.
Генератор УИГ-61М собран на двух тиратронах типа ТГИ1-130/10 по двухтактной схеме, а генератор ИГ-58М на тиратроне ТГИ1-400/3,5 (табл. 4). На передней панели генераторов расположены штепсельные разъемы для подключения звуководов и ручки управления работой прибора. Звуководы собраны из бесшовной трубы диаметром 75 и длиной 600 мм с фланцевым соединением. К фланцу звуковода крепится вибратор. Вибратор состоит из металлической мембраны и сердечника. Сердечник выполнен из набора никелевых пластин размером 80х26х25 мм.
а)

б)
Рис. 10. Импульсные ультразвуковые генераторы для предотвращения образования накипи: а — УИГ-61М; б — ИГ-58М
Таблица 4
| Наименование | Тип генераторов | |
| ИГ-58М | УИГ-61М | |
 Напряжение переменного тока промыш-
ленной частоты в В ......................................
Потребляемая мощность в Вт ...................
Напряжение в В:
на аноде таратрона .....................................
накала тиратрона ........................................
зажигания тиратрона ..................................
Частота посылок импульсов в Гц ................
Длительность импульса тока в мксек ..........
Амплитуда звукового давления в жидко-сти (воде) на расстоянии 12 см в н/м2 .........
Собственная частота вибратора в кГц .......
Охлаждение генератора
Габаритные размеры в мм ..........................
Вес в кг:
генератора ....................................................
одного звуковода .........................................
Количество подключаемых вибраторов в шт. ............................................................... Напряжение переменного тока промыш-
ленной частоты в В ......................................
Потребляемая мощность в Вт ...................
Напряжение в В:
на аноде таратрона .....................................
накала тиратрона ........................................
зажигания тиратрона ..................................
Частота посылок импульсов в Гц ................
Длительность импульса тока в мксек ..........
Амплитуда звукового давления в жидко-сти (воде) на расстоянии 12 см в н/м2 .........
Собственная частота вибратора в кГц .......
Охлаждение генератора
Габаритные размеры в мм ..........................
Вес в кг:
генератора ....................................................
одного звуковода .........................................
Количество подключаемых вибраторов в шт. ...............................................................
| 2—50 Естественное 170х240х310 | 6,3 2—50 Естественное 170х240х310 |
 4. ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
4. ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
В зависимости от вида и свойств удаляемых продуктов отработанные в настоящее время процессы ультразвуковой очистки можно разделить на следующие основные группы: удаление жировых загрязнений, масел, полировочных и притирочных паст (обезжиривание); удаление продуктов коррозии, в том числе окислов, ржавчины или окалины (травление); удаление механических загрязнений, металлической пыли, стружки и т. д. (очистка); удаление наклеечных смол и защитных эмалей; удаление твердых осадков (нагаров, флюсов, пригаров).
Ультразвуковую очистку в промышленности применяют перед и после механической обработки; перед гальваническим покрытием;; перед и после сборки деталей и узлов; перед контрольными операциями;- перед консервацией и расконсервацией деталей после складского хранения; перед и после сварки; после шлифования полирования; после горячей и холодной штамповки; после термической обработки; после пайки; после испытаний при воздействии жидкости и газов.
Практически все детали из разных материалов, имеющих различную конфигурацию и класс чистоты обрабатываемой поверхности (в том числе глухими и сквозными отверстиями), могут быть очищены при помощи ультразвука. Однако особенно грубые загрязнения . после складского хранения, а также окалину после литья, горячей штамповки и проката нецелесообразно удалять с . применением ультразвука, в этом случае рекомендуется прибегать к предварительной химико-механической очистке.
 5. ЛИТЕРАТУРА
5. ЛИТЕРАТУРА
[1] – Агранат Б.А., Башкиров В.И., Китайгородский Ю.И. Способ повышения эффективности воздействия ультразвука на процессы, протекающие в жидкостях. – «Ультразвуковая техника», Сб. №3, ЦИНТИАМ. 1964.
[2] – Гинберг А.М. Ультразвук в химических и электрических процессах машиностроения, Машгиз, 1962.
[3] – Носов В.А. Ультразвук в химической промышленности, Изд-во технической литературы УССР, 1963.
[4] – Коган М.Г. Ультразвуковые, электрические и электрохимические способы обработки металлов и неметаллических материалов, ЦИТЭИ ГНТК, Вып. 5, 1960.
[5] – Агранат Б.А. Механизированная ультразвуковая установка для снятия лаковых пленок с поверхности металлических изделий. – «Ультразвуковая техника», Сб. №3, ЦИНТИАМ. 1964.
[6] – Хорбенко И.Г. Ультразвук в машиностроении. – Москва «Машиностроение». 1966.