МОЮЩИЕ СРЕДСТВА
Содержание
Плазменная наплавка
Связанные записи
· Обратная связь
Обратная связь в процессе управления техническим состоянием машин служит для получения информации о фактических показателях надежности, эффективности работы машин после управления; проверки результатов управления сравнением ожидаемых оптимальных значений показателей машин с фактическими; корректировки управляющих показателей.Для управления состоянием машины следует располагать достаточно достоверными исходными данными, определенным образом систематизированными по агрегатам, сборочным единицам, соединениям и деталям, т. [...]
· Двигатель и ресурс
Двигатель находится в предельном состоянии, если в предельном состоянии находятся блок цилиндров (требуется его замена или восстановление с полной разборкой двигателя) и коленчатый вал, имеющий предельный износ шеек или механические повреждения, требующие его замены или шлифовки. При этом расход масла на угар или прорыв газов в картер равны или превышают предельные значения и не устраняются [...]
· Химико-термическое восстановление
В ремонтной практике широко применяют такие виды химико-термической обработки, как цементация, азотирование, цианирование, диффузионная металлизация.Цементация стали—процесс насыщения поверхностного слоя Углеродом при нагревании без доступа воздуха до температуры 900...950°С в среде углерода или газов, содержащих углерод. Цементацию проводят для получения высокой твердости поверхностного слоя при условии сохранения мягкой и вязкой сердцевины, а также для повышения износостойкости [...]
· Факторы обеспечения работоспособности
К внешним (эксплуатационным) факторам, влияющим на техническое состояние машин, относится уровень технического обслуживания и ремонта. Несвоевременное или неправильное регулирование соединений, несвоевременная замена смазочного материала или изношенных деталей, ослабление крепления сборочных единиц машины вызывают повышенный износ деталей, сокращают ресурс составных частей машины в 2...3 раза.Важный путь обеспечения работоспособности—правильное использование машины в процессе работы. Закрытая заправка машин [...]
· Сортировка деталей
В зависимости от размера износа, вида и характера повреждения детали сортируют на три—пять групп и маркируют краской соответствующего цвета: годные—зеленым, годные в соединении с новыми или восстановленными до номинальных размеров деталями—желтым, подлежащие ремонту или восстановлению на данном ремонтном предприятии—белым, подлежащие восстановлению на специализированных ремонтных предприятиях—синим и негодные—красным.К годным относят детали, имеющие размер не менее (для [...]
[править | править исходный текст]
Материал из Википедии — свободной энциклопедии
Плазменная наплавка (Plasma transfer Arc, PTA) является современным способом нанесения износостойких покрытий на рабочую поверхность при изготовлении и восстановления изношенных деталей машин.
[убрать]
· 1 Технология
· 2 Применение
· 3 Литература
· 4 См. также
Технология[править | править исходный текст]

Плазменно-порошковая наплавка износостойких материалов на заводе в г. Щербинка
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др. При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при давлении в 2 …3 атмосферы, возбуждается электрическая дуга силой 400 … 500 А и напряжением 120 … 160 В Ионизированный газ достигает температуры 10 … 18 тыс. С, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от компоновки различают:
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема для резки металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т. к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыления порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги. Схема используется при наплавке порошком.
Плазменную наплавку металла можно реализовать двумя способами:
1. Струя газа захватывает и подает порошок на поверхность детали;
2. В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Достоинствами плазменной наплавки являются:
1. Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий КПД дуги (0.2 …0.45).
6. Малое (по сравнению с другими видами наплавки) перемешивание наплавляемого материала с основой, что позволяет достичь необходимых характеристик покрытий.
Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой или газовой сварке, т. к. посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка..), иногда обезжиривание. Мощность электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
42) Дефектация подшипников качения. Очищенные подшипники контролируют следующим образом: внешний осмотр, проверка на легкость вращения и шум, измерение радиального зазора, монтажной высоты (для роликовых конических и упорных) и размеров колец по диаметру при наличии следов сдвига их относительно посадочной поверхности (светлые, блестящие пятна, риски), а также в случае коррозии, ожогов и черноты. При проверке на легкость вращения следует вращать наружное кольцо, удерживая при этом внутреннее. Наружное кольцо исправного подшипника должно вращаться легко, без притормаживаний и заеданий и плавно останавливаться. При вращении кольца должен быть слышен глубокий шипящий звук. Резкий металлический или дребезжащий звук не допускается.
В шариковых и роликовых подшипниках, признанных годными при осмотре и опробовании вращением, необходимо измерить радиальный зазор, а у конических подшипников монтажную высоту. Технические требования к дефектации подшипников приведены в таблицах 3 и 4. Радиальный зазор в подшипниках измеряют на приборе КИ-1223 или 70-8019-1501, а монтажную высоту конических подшипников на приборе 70-8019-1502.
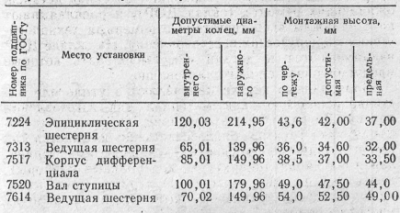
3. Требования к дефектации роликовых конических подшипников
Подшипники, годные к дальнейшей работе, не должны иметь трещин или выкрашиваний металла на кольцах, цветов побежалости, выбоин и отпечатков (лунок), глубоких рисок и забоин на беговых дорожках колец и телах качения, шелушения металла, чешуйчатых отслоений и раковин. Не допускается отсутствие или ослабление заклепок на сепараторе. Допускаются царапины, риски на посадочных поверхностях наружных и внутренних колец подшипников, матовая поверхность беговых дорожек колец и тел вращения. При дефектации роликовых конических-подшипников следует иметь в виду, что разукомплектование колец или комплектование новых колец с бывшими в эксплуатации запрещается.
Дефектация шестерен. Шестерни поступают на дефектацию со следующими неисправностями: износ зубьев по толщине и длине, выкрашивание или раковистая сыпь на рабочей поверхности зубьев, трещины и откол отдельных зубьев, сколы, выкрашивание металла на торцах зубьев, микротрещины у основания зуба, износ шлицев и шпоночных канавок, поверхности ступицы под втулку, подшипника, цапфы валов или осей.
В процессе дефектации шестерен прежде всего контролируют состояние рабочих поверхностей наружным осмотром или с помощью лупы. Шестерни при точечном выкрашивании металла на рабочей поверхности с общей площадью более 15 % или местном выкрашивании более 5 % площади зуба, а также микротрещинах у основания зуба бракуют. Если после контроля наружным осмотром установлена годность шестерни, то остальные элементы проверяют измерением.
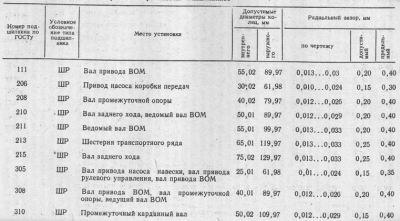
4. Требования к дефектации шариковых и роликовых подшипников
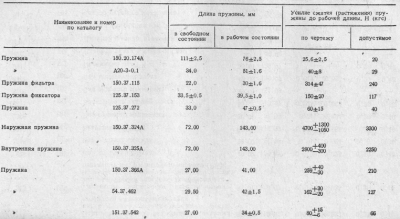
5. Требования к дефектации пружин
Износ зубьев по толщине контролируют, измеряя длину общей нормали микрометрическим зубомером (ГОСТ 6507—78). При этом необходимо охватить число зубьев, обусловленное техническими условиями. Контроль проводят в трех местах, расположенных под углом 120°. Износ зубьев по толщине допускается определять измерением толщины зуба по начальной окружности микрометром (ГОСТ 6507—78), шаблонами или измерением длины общей нормали (ГОСТ 7760—81). Износ шпоночных канавок и шлицевых впадин по ширине контролируют листовыми пробками, шаблонами или универсальным инструментом.
Износ ступицы под подшипники проверяют посредством индикаторного нутромера (НИ ГОСТ 868—82) или калибров. Износ, выкрашивание, сколы зуба шестерни по длине замеряют масштабной линейкой или штангенциркулем. Конусность зубьев определяют измерением толщины в двух крайних сечениях по длине зуба с последующим вычитанием из большего размера меньшего: Допускается неравномерность износа зуба (конусность) до 0,01 мм на длине 10 мм. Забоины и заусенцы на рабочих поверхностях шестерен не допускаются, их следует зачищать.
43)
44)
Низкотемпературная пайка
Низкотемпературная пайка (мягкая пайка)– получила широкое распространение во второй половине 20 века в связи с массовым производством электронной техники. Компьютеры, телевизоры, мобильные телефоны – изготавливают с применением паяния. Применяемые в производстве микроэлектроники технологии пайки – сложные процессы с использованием дорогого оборудования.
Однако, до настоящего времени, представляет интерес когда-то традиционное, но незаслуженно забытое, использование мягкой пайки в областях, связанных с изготовлением изделий из металлов. Радиолюбители, моделисты, профессиональные инженеры могут эффективно пользоваться паянием в своей работе. Мягкая пайка не требует ощутимых материальных затрат на оборудование и расходные материалы, что особенно привлекательно для предприятий малого бизнеса и научных лабораторий (наверное сохранившихся в нашей стране).
Соединения спаянные мягкими припоями, не выдерживают больших механических нагрузок, чтобы усилить их прочность, в ряде случаев их скрепляют заклепками, винтами или делают фальцы. Припой в этом случае рассматривают, как средство уплотнения соединения. (см. Рекомендации по практике низкотемпературной пайки конструкционных изделий). В токоведущих соединениях мягкие припои обеспечивают необходимую электропроводность. Паять мягкими припоями можно разные металлы, однако степень подготовки их под пайку, флюсование и очистка различны. Цинк, серебро сравнительно легко растворяются в расплавленном припое, поэтому тонкие листы и проволоку из них необходимо паять как можно быстрее и при более низкой температуре. Применение мягких припоев для пайки стальных деталей требует предварительного лужения соединяемых поверхностей. Только в этом случае можно получить качественное паяное соединение.
Пайка мягкими припоями может быть выполнена:
- паяльником
- погружением деталей в ванну с расплавленным припоем
- пламенем паяльной лампы или горелки
- инфракрасным излучением
- горячим воздухом
Чаще всего низкотемпературная пайка выполняется при помощи паяльника.
Паяльник представляет собой кусок чистой меди, насаженный на ручку, которому придана молоткообразная форма (мощные паяльники) или форма стержня (маломощные паяльники). В результате высокой теплопроводности и теплоемкости меди паяльник хорошо аккумулирует тепло и быстро передает его на рабочую часть, что ускоряет проведение процесса пайки.
Паяльники для периодического нагрева нагреваются с помощью бензиновой или керосиновой лампы, газовой горелки и т.д., такой нагрев используют для мощных паяльников. Паяльники для непрерывного нагрева – электрические.
Перед пайкой рабочую часть паяльника зачищают напильником, а затем облуживают. Форма поверхности рабочей части может быть различной, в зависимости от задачи пайки. Перед пайкой на соединяемые поверхности наносится флюс, а затем паяльником с прутка припой подается в места соединений. Если паяют мелкие изделия, можно пользоваться припоем, осевшим на лезвии паяльника.
Когда паяльник и место пайки достаточно нагреты, припой легко затекает в зазор между деталями и соединение получается достаточно прочным. При недостаточном нагреве паяльника припой не растекается под ним, а «мажется». Хотя по внешнему виду соединение получается удовлетворительным, но будет непрочным, так как в зазор припой не затекает.
Не следует допускать перегрева паяльника, ток как это приводит к быстрому разъеданию его рабочей части расплавленным припоем.
При пайке массивных деталей, для осуществления качественной пайки, производят предварительный нагрев деталей до 100-150ºC.
Для получения качественного соединения детали перед пайкой должны быть зачищены до металлического блеска, а места пайки покрыты флюсом. При пайке изделий из меди, латуни, бронзы и луженой жести припой хорошо затекает в зазоры при их одностороннем нагреве паяльником. В случае пайки изделий из стали или припайки деталей из цветных металлов к стальным необходимо облуживание поверхности стальных деталей (по ним припой растекается хуже).
45)
Рассмотрим механизм удаления масляной пленки с деталей моющим раствором. Схема воздействия горячего моющего раствора на масляную пленку изображена на рис. 1.2. На рис. 1.2, а показано исходное состояние масляной пленки на поверхности детали. Под действием горячего моющего раствора масляная пленка быстро нагревается и в результате расширения и действия сил поверхностного натяжения принимает волнистый вид с углом а = 90° (рис. 1.2,б), и с углом а  90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
90° (рис. 1.2, в). В дальнейшем масляная пленка деформируется настолько, что, разрушаясь, образует масляные капли, которые обволакиваются моющим раствором. В результате этого сила сцепления этих частиц с металлом уменьшается и они легко удаляются с поверхности деталей струей раствора.
Таким образом, из рассмотренной схемы следует, что главным условием высокого качества обезжиривания деталей является обеспечение оптимальной температуры моющего раствора. При недостаточной температуре масляная пленка на детали не деформируется несмотря на действие моющего раствора. С повышением температуры значительно снижается вязкость загрязнения, повышается его текучесть, и эффективность обезжиривания улучшается.
Моющее действие состоит в удалении жидких и твердых загрязнений с поверхности и переводе их в моющий раствор в виде растворов или дисперсий. Моющее действие проявляется в сложных процессах взаимодействия загрязнений, моющих средств и поверхностей. Основными явлениями, определяющими моющее действие, являются смачивание, эмульгирование, диспергирование и пенообразование. Указанные явления связаны с поверхностным натяжением и поверхностной активностью моющих средств.
Известно, что вдоль поверхности жидкости действуют силы натяжения, стремящиеся сократить эту поверхность. Они получили название сил поверхностного натяжения. Поверхностное натяжение измеряют работой, которую необходимо затратить для увеличения поверхности жидкости на 1 см2. Произведение поверхностного натяжения на поверхность называется свободной поверхностной энергией. Способность веществ понижать свободную поверхностную энергию характеризует поверхностную активность этих веществ. Вещества, понижающие поверхностное натяжение раствора, называются поверхностно-активными веществами (ПАВ).
Смачивание заключается в растекании капли жидкости, помещенной на поверхность твердого тела. Поверхности, смачиваемые водой, называются гидрофильными, а не смачиваемые водой — гидрофобными. Смачиваемость твердого тела жидкостью зависит от поверхностного натяжения жидкости, от природы и состава жидкости и твердого тела. Например, поверхности, загрязненные маслами, хорошо смачиваются углеводородными растворителями и не смачиваются чистой водой. Добавление в воду ПАВ понижает поверхностное натяжение воды и обеспечивает смачивание загрязненных маслами поверхностей.
В большинстве случае загрязнения сострят из двух фаз — жидкой (масла, смолы) и твердой (асфальтены, карбены, почвенные и пылевые частицы и т. п.). Удаление таких загрязнений с поверхности происходит двумя путями: эмульгированием жидкой фазы (образование эмульсий) и диспергированием твердой фазы (образование дисперсий).
