ДУГОВАЯ СВАРКА В СРЕДЕ АРГОНА И ЕГО СМЕСЯХ С АКТИВНЫМИ ГАЗАМИ
· « Предыдущая страница
· Следующая страница »
Различают два варианта аргоно-дуговой сварки: неплавящимся вольфрамовым электродом; дуга, горящая между вольфрамовым электродом и изделием, расплавляет присадочный и основной металл; при сварке соединений с отбортованными кромками присадочный материал не применяют; схема аргоно-дуговой сварки вольфрамовым электродом показана на рис. 110; плавящимся электродом; в этом случае дуга горит между деталью и концом сварочной проволоки (электродом), которая непрерывно подается в зону дуги.
Аргоно-дуговую сварку применяют при изготовлении конструкций из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, магний, титан, цирконий, тантал, ниобий) и их сплавов. Этим способом сваривают и разнородные сплавы, как, например ЗОХГС, с нержавеющей или жаропрочной сталью, медь с латунью или со сталью и т. п.
Смесь аргона с водородом (аргона 90% ч водорода 10%) нашла применение при сварке вольфрамовым электродом тонкого металла, как обеспечивающая минимальное выгорание легирующих элементов, получение швов с равномерным формированием и чистой поверхностью, а также получения суженной зоны термического влияния, уменьшенных остаточных деформаций после сварки, уменьшенной разупрочненной зоны основного металла и более высокой скорости сварки по сравнению со сваркой в аргоне.

Смесь аргона с азотом (аргона 92% и азота 8%) обеспечивает удовлетворительные свойства сварного соединения на сталях типа Х18Н9Т толщиной 2 и 4 мм при однопроходной сварке. Сварные соединения, сваренные в аргоно-азотной смеси, содержащей 10—12% азота, выдерживают испытание на межкристаллитную коррозию без предварительной термообработки, а сварные соединения с предварительной термообработкой при 650° С в течение 2 ч подвержены межкристаллитной коррозии.
Смесь аргона с кислородом (аргона 95—97% и кислорода 3—5%) применяют для сварки тонкого металла плавящимся электродом, при этом повышается стабильность дуги, увеличивается жидкотекучесть сварочной ванны, улучшается сплавление металла и представляется возможным увеличивать скорость сварки по сравнению со сваркой в аргоне.
Смесь аргона с углекислым газом (аргона 95% и углекислого газа 5%) применяют для сварки тонкого металла (не более 6 мм) из стали типа 30ХГСА и типа Х18Н9Т, при этом достигается минимальное разбрызгивание, оптимальная плотность и прочность швов. Швы, сваренные в смеси аргона и углекислого газа, после термообработки их при 650° С в течение 2 ч склонные к межкристаллитной коррозии.
При сварке металла толщиной свыше 6 мм и увеличении силы тока содержание углекислого газа допускается повышать без видимого ухудшения чистоты поверхности шва.
Смесь аргона, кислорода, углекислого газа и азота (аргона 88—91%, кислорода 5—6%, углекислого газа 4—6% и азота 0,1—0,3%) может , быть применена для дуговой сварки плавящимся электродом диаметром 0,8 мм металлов толщиной 0,63—1,25 мм, при этом значительно расширяется область оптимальных режимов сварки.
Поскольку сварка малоуглеродистых и низколегированных сталей вольфрамовыми электродами в среде аргона не обеспечивает плотных швов, а сварка с защитной углекислотой исключена, так как вольфрам при этом разрушается, то сварка названных сталей может быть выполнена качественно газоэлектрической горелкой с двойной защитой. У названной горелки предусмотрено два сопла с концентрическим расположением одного относительно другого. Для защиты вольфрамового электрода через внутреннее сопло горелки подается аргон, через внешнее сопло подается углекислый газ для защиты жидкого металла ванны от влияния воздуха. Сварка горелкой с комбинированной защитой может быть применена для малоуглеродистых, низколегированных } и некоторых нержавеющих сталей толщиной не более 6 мм и соотношением подачи газов от 1:4 до 1:3, при этом сварные швы получаются оптимальной плотности и прочности, а расход аргона сокращается в 3—4 раза.
Оборудование. Аргоно-дуговую сварку вольфрамовым электродом выполняют на постоянном токе прямой полярности или на переменном токе. Схема установки для сварки вольфрамовым электродом на постоянном токе приведена на рис. 111.
В качестве источников питания дуги постоянного тока применяют обычные сварочные генераторы. Балластный реостат РБ-200 или РБ-300 подключают в сварочную цепь для регулирования и получения низких значений силы тока (при использовании генератора повышенной мощности), также для обеспечения устойчивости горения дуги.
Схема поста для сварки вольфрамовым электродом на переменном токе показана на рис. 112. Осциллятор в схеме применен для облегчения возбуждения дуги и улучшения ее устойчивости. Во многих случаях аргоно-дуговую сварку вольфрамовым электродом на переменном токе выполняют при повышенном напряжении холостого хода (130—200 В), которое обеспечивает хорошее горение дуги и улучшение качества шва. При питании дуги от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки.
Газоэлектрические горелки для ручной сварки выпускают трех типов: малая, средняя, большая с водяным охлаждением.

Аргоно-дуговую сварку плавящимся электродом в большинстве случаев ведут на постоянном токе обратной полярности. В качестве источников питания дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе.

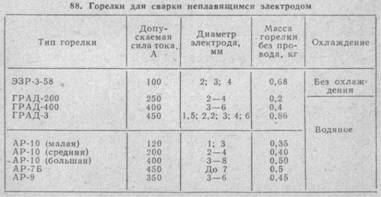
Универсальная горелка для сварки электродами диаметром 1,5— 8 мм включительно с водяным охлаждением показана на рис. 113. Характеристика некоторых горелок приведена в табл. 88.
Специальные автоматы для дуговой сварки в защитной инертной среде представляют собой станки с головками, каретками, несущими головками и устройствами для установки и крепления свариваемых изделий, а также для их перемещения. Техническая характеристика

дуговых автоматов для аргоно-дуговой сварки неплавящимся электродом и оборудование для сварки плавящимся электродом в аргоне и углекислом газе приведена в табл. 89 и 90.

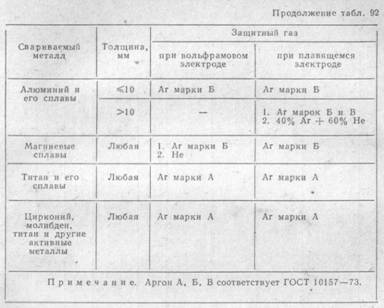
Материалы. Технический аргон применяют для сварки черных металлов, чистый—для сварки алюминия, магния, титана. Характеристики газов приведены в табл. 91.




В качестве неплавящихся электродов для ручной и автоматической дуговой сварки на постоянном токе применяют обычно вольфрамовые прутки диаметром 0,8—8 мм по ТУ ВМ2-529—57, лантанированные вольфрамовые прутки по ВТУ ВЛ № 24-5—62, а также прутки из торированного вольфрама по нормали НИО-021-612 и итрированного вольфрама, при сварке на переменном токе — чистые вольфрамовые прутки по ТУ ВМ2-529—57.
Расход вольфрамового электрода при сварке незначителен и составляет 0,04—0,07 г на 1 м шва.
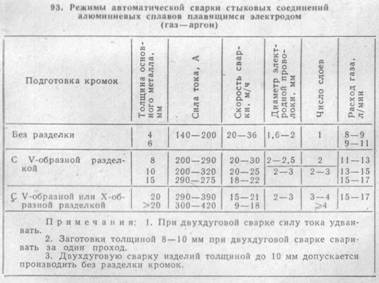
Режимы сварки. В табл. 92 рекомендован выбор защитного газа, а в табл. 93—97 даны режимы аргоно-дуговой сварки различных материалов.