Полная ревизия
ВИДЫ, СРОКИ И ПРАВИЛА РЕВИЗИИ БУКС С РОЛИКОВЫМИ ПОДШИПНИКАМИ
4.1.1. Полную ревизию букс с роликовыми подшипниками производят при полном освидетельствовании колесных пар:
а) при деповском и текущем отцепочном ремонтах вагонов выкатываемым и подкатываемым колесным парам, проходившим последнее полное освидетельствование четыре и более лет для пассажирских и рефрижераторных вагонов и пять и более лет для грузовых вагонов, а также колесным парам, срок службы которых 15 лет и более, кроме колесных пар, ранее проходивших последнее полное освидетельствование не более 3-х месяцев;
Примечание. Разрешается производить обыкновенное освидетельствование колесным парам, срок службы которых 15 лет и старше, при условии дефектоскопирования осей.
б) при повреждении вагона от динамических ударов при падении груза;
в) через две обточки по предельному прокату или другим неисправностям поверхности катания колес грузовых вагонов и через обточку для колес пассажирских вагонов;
г) при каждой обточке колесных пар, работающих с редуктором, и колесных пар, выкаченных из-под шестиосных вагонов;
д) после схода вагона с рельсов у колесных пар сошедшей тележки;
е) при капитальном ремонте вагона;
ж) при всех видах планового ремонта подкатываемым колесным парам РУ-950 и РУ-1050 в соответствии с
Инструктивным Указанием 3-ЦВРК;
з) при формировании и ремонте колесной пары со сменой элементов
и) при неясности клейм и знаков последнего полного освидетельствования на торце шейки оси;
к) после удаления волосовин, плен, неметаллических включений и др.;
л) у поврежденных вагонов после крушения, аварии, маневровой работы;
м) при наличии на поверхности катания колес колесных пар:
- грузовых вагонов - неравномерного проката 2 мм и более, ползуна и навара 1 мм и более, разности диаметров колес на одной оси 3 мм и более;
- пассажирских вагонов - ползуна 1 мм и более, навара 0,5 мм и неравномерного проката 2 мм и более, а у колесных пар с приводом генераторов всех типов (кроме плоскоременных) - неравномерного проката 1 мм и более;
н) при отсутствии бирки или неясности клейм на ней, обнаруженных при ремонте или подкатке колесной пары;
о) при сварочных работах на вагоне или тележке без соблюдения требований п.1.7.;
п) при недопустимом нагреве буксы или повреждении буксового узла, требующего демонтажа букс, а также отказе в работе привода редуктора от торца шейки оси, требующего его демонтажа;
р) при обнаружении в буксе пассажирского вагона редукторного масла. При неисправности одной буксы обязательно производить полную ревизию второй буксы колесной пары.
4.1.2. Полную ревизию букс осуществляют в пунктах, имеющих специально оборудованные производственные участки роликовых подшипников и удостоверение, выдаваемое железнодорожными администрациями.
4.1.3. Полную ревизию букс производят под непосредственным руководством и контролем мастера или бригадира, имеющих удостоверение о сдаче испытаний на право полного освидетельствования колесных пар и полной ревизии букс.
Испытание и выдачу удостоверения на право полного освидетельствования и ревизии букс осуществляют в соответствии с п. 3.1.4 «Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар». Лица, выполняющие монтаж, промежуточную ревизию, осмотр и ремонт подшипников, должны сдать также испытания и получить удостоверение на право полной и промежуточной ревизии букс, осмотра и ремонта подшипников.
Проверку знаний работников производят не реже одного раза в год.
Выдачу удостоверения на право полной и промежуточной ревизии букс, осмотр и ремонт подшипников осуществляет комиссия в составе главного инженера вагонного депо или завода по ремонту подвижного состава и производства запасных частей (председатель) и начальника или мастера колесного или роликового цеха, имеющих удостоверение на право полного освидетельствования колесных пар и ревизии букс.
4.1.4. При полной ревизии букс производят:
а) демонтаж букс с роликовыми подшипниками без снятия внутренних и лабиринтных колец в соответствии с действующими нормативно-техническими документами. Внутренние и лабиринтные кольца снимают при их неисправности, расформировании колесных пар, а также отсутствии специального щупа и дефектоскопов для проверки оси и внутренних колец на шейке оси;
б) промывка, осмотр, проверка и дефектоскопирование деталей роликовых подшипников, других деталей буксового узла и колесных пар;
в) ремонт деталей буксового узла и колесных пар;
г) измерение радиальных и осевых зазоров, посадочных отверстий внутренних колец при их установке, посадочных поверхностей корпусов букс;
д) монтаж букс.
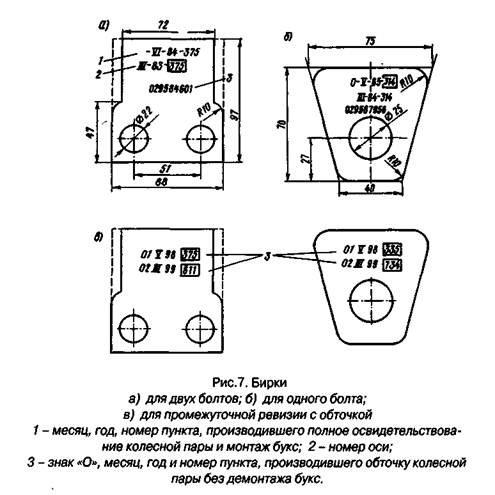
4.1.5. После полной ревизии и монтажа букс на бирке (рис. 7) выбивают номер оси, дату полного освидетельствования (месяц и две последние цифры года) и условный номер, присвоенный пункту, производившему освидетельствование колесной пары и монтаж букс. У колесных пар с торцевым креплением подшипников тарельчатой шайбой и болтами М20 при новом формировании, ремонте со сменой элементов и полном освидетельствовании колесных пар, кроме маркировки на бирке, на стопорной шайбе правой шейки оси выбивают номер оси, знак формирования, условный номер предприятия, сформировавшего или производившего ремонт со сменой элементов, и дату (месяц и две последние цифры года) производства этих работ (рис. 6 а, в).
На стопорной шайбе левой шейки оси выбивают дату последнего полного освидетельствования колесной пары и условный номер предприятия, производившего последнее полное освидетельствование колесной пары и полную ревизию букс (рис. 6 б, г). При этом месяц на стопорной шайбе выбивают клеймами с арабскими цифрами вместо римских.
Колесные пары, сформированные или отремонтированные на одних заводах или ремонтных пунктах и полученные для монтажа роликовых букс другими заводами или ремонтными пунктами, подвергают осмотру. При монтаже букс у таких колесных пар на левом торце шейки оси наносят условный номер пункта, производившего монтаж букс, букву «М» и дату монтажа. На бирке и стопорной шайбе вместо даты и условного номера пункта, производившего полное освидетельствование колесной пары, необходимо наносить дату и место монтажа букс (месяц римскими цифрами и две последние цифры года), условный номер пункта, производившего монтаж букс, и рядом с ним букву «М».
Бирку (рис. 7) изготавливают из листовой стали марки 10 КП толщиной 1,0-1,5 мм или оцинкованной стали толщиной 0,8-1,0 мм. Бирку устанавливают на левых верхних болтах крепительной крышки буксы правой шейки оси. Часть бирки, на которой выбита маркировка, загибают на верхнюю плоскость прилива корпуса. Бирку, укрепляемую одним болтом, не загибают. Допускается изготавливать бирки по условным штриховым линиям (рис. 7 а, в).
На буксах, имеющих опытные подшипники, смазку и др., устанавливают по особому указанию дополнительные бирки, на которые наносят соответствующую маркировку.
4.1.6. Данные полной ревизии букс записывают в журнал формы ВУ-90 (Приложение 1).