Допуски расположения
Допуски расположения - это наибольшие допустимые отклонения реального расположения поверхности (профиля), оси, плоскости симметрии от его номинального расположения.
При оценке отклонений расположения отклонения формы (рассматриваемых поверхностей и базовых) должны быть исключены из рассмотрения (Рис 12). При этом реальные поверхности заменяют прилегающими, а за оси, плоскости симметрии принимают оси, плоскости симметрии и центры прилегающих элементов.
Допуски параллельности плоскостей- это наибольшая допускаемая разность наибольшего и наименьшего расстояний между прилегающими плоскостями в пределах нормируемого участка.

Рис. 12.
 Для нормирования и измерения допусков и отклонений расположения вводятся базовые поверхности, оси, плоскости и т.д.Это поверхности, плоскости, оси и т.д., которые определяют положение детали при сборке (работе изделия) и относительно которых задаётся положение рассматриваемых элементов. Базовые элементы на чертеже обозначаются знаком
Для нормирования и измерения допусков и отклонений расположения вводятся базовые поверхности, оси, плоскости и т.д.Это поверхности, плоскости, оси и т.д., которые определяют положение детали при сборке (работе изделия) и относительно которых задаётся положение рассматриваемых элементов. Базовые элементы на чертеже обозначаются знаком  ; используются большие буквы русского алфавита. Обозначение баз, разрезов (А-А) не должны дублироваться. Если базой является ось или плоскость симметрии знак ставится на продолжение размерной линии:
; используются большие буквы русского алфавита. Обозначение баз, разрезов (А-А) не должны дублироваться. Если базой является ось или плоскость симметрии знак ставится на продолжение размерной линии:
 Допуск параллельности 0,01мм относительно базовой
Допуск параллельности 0,01мм относительно базовой
поверхности А.
 Допуск соосности поверхности
Допуск соосности поверхности  в
в
диаметральном выражении 0,02мм
относительно базовой оси поверхности
В том случае если конструкторская, технологическая (определяющая положение детали при изготовлении) или измерительная (определяющая положение детали при измерении) не совпадают следует выполнить пересчет выполненных измерений.
Измерение отклонений от параллельных плоскостей.


Рис 13.
(в двух точках на заданной длине поверхности)
Отклонение определяется как разность показаний головки на заданном интервале друг от друга (головки на «0» выставляются по эталону).
Допуск параллельности оси отверстия относительно базовой плоскости А на длине L.



Рис 14. (Схема замера)
Допуск параллельности осей.
Отклонение от параллельности осей в пространстве - геометрическая сумма отклонений от параллельности проекций осей в двух взаимно перпендикулярных плоскостях. Одна из этих плоскостей является общей плоскостью осей (т.е. проходит через одну ось и точку другой оси). Отклонение от параллельности в общей плоскости - отклонение от параллельности
 проекций осей на их общую плоскость. Перекос осей - отклонение от
проекций осей на их общую плоскость. Перекос осей - отклонение от  проекций осей на плоскость перпендикулярную к общей плоскости осей и проходящую через одну из осей.
проекций осей на плоскость перпендикулярную к общей плоскости осей и проходящую через одну из осей.
Поле допуска - это прямоугольный параллелепипед со сторонами сечения  -
- , боковые грани параллельны базовой оси. Или цилиндр
, боковые грани параллельны базовой оси. Или цилиндр 


Рис 15. Схема замера 
Допуск параллельности оси отверстия  20H7 относительно оси отверстия 30Н7.
20H7 относительно оси отверстия 30Н7.
Допуск соосности.
Отклонение от соосности относительно общей оси – это наибольшее расстояние между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей.
Поле допуска соосности – это область в пространстве, ограниченная цилиндром, диаметр которого равен допуску соосности в диаметральном выражении (Ф = Т) или удвоенному допуску соосности в радиусном выражении: R=T/2 (рис. 16)
 Допуск соосности в радиусном выражении поверхностей
Допуск соосности в радиусном выражении поверхностей  и
и  относительно общей оси отверстий А.
относительно общей оси отверстий А.

Рис 16. Поле допуска соосности и схема замера
 (отклонение оси
(отклонение оси  относительно базовой оси А-эксцентриситет); R-радиус первого отверстия (R+e) – расстояние до базовой оси в первом положении замера; (R-e) – расстояние до базовой оси во втором положении после поворота детали или индикатора на 180 градусов.
относительно базовой оси А-эксцентриситет); R-радиус первого отверстия (R+e) – расстояние до базовой оси в первом положении замера; (R-e) – расстояние до базовой оси во втором положении после поворота детали или индикатора на 180 градусов.
Индикатор регистрирует разность показаний (R+e)-(R-e)=2e=2  - отклонение от соосности в диаметральном выражении.
- отклонение от соосности в диаметральном выражении.

Допуск соосности шеек вала в диаметральном выражении 0,02мм (20мкм) относительно общей оси АБ. Валы такого типа устанавливаются (базируются) на опоры качения или скольжения. Базой является ось, проходящая через середины шеек вала (скрытая база).

Рис 17. Схема несоосности шеек вала.
Смещение осей шеек вала приводит к перекосу вала и нарушению эксплуатационных характеристик всего изделия в целом.

Рис 18. Схема замера несоосности шеек вала
Базирование производится на ножевые опоры, которые помещаются в средние сечения шеек валов. При замере отклонение получается в диаметральном выражении DÆ = 2e.
Отклонение от соосности относительно базовой поверхности определяют обычно измерением биения проверяемой поверхности в заданном сечении или крайних сечениях – при вращении детали вокруг базовой поверхности. Результат измерения зависит от некруглости поверхности (которая приблизительно в 4 раза меньше отклонения от соосности).

Рис 19. Схема замера соосности двух отверстий
Точность зависит от точности пригонки оправок к отверстию.


Рис. 20.
Замер зависимого допуска можно производить с помощью калибра (рис. 20).
Допуск соосности поверхности  относительно базовой оси поверхности
относительно базовой оси поверхности  в диаметральном выражении 0,02мм, допуск зависимый.
в диаметральном выражении 0,02мм, допуск зависимый.
Допуск симметричности
Допуск симметричности относительно базовой плоскости – наибольшее допускаемое расстояние между рассматриваемой плоскостью симметрии поверхности и базовой плоскостью симметрии.

а)

б)
Рис 21. Допуски симметричности, схемы замера
Допуск симметричности в радиусном выражении  0,01мм относительно базовой плоскости симметрии А (рис. 21б).
0,01мм относительно базовой плоскости симметрии А (рис. 21б).
Отклонение DR (в радиусном выражении)равно полуразности расстояний А и Б.
В диаметральном выражении DТ = 2e = А-Б .
Допуски соосности и симметричности назначаются на те поверхности, которые отвечают за точную собираемость и функционирование изделия, где не допускается значительных смещений осей и плоскостей симметрии.
Допуск пересечения осей.
Допуск пересечения осей – наибольшее допускаемое расстояние между рассматриваемой и базовой осями. Он определяется для осей, которые при номинальном расположении должны пересекаться. Допуск задается в диаметральном или радиусном выражении (рис. 22а).

Рис 22. а)
Допуск пересечения осей отверстий Æ40H7 и Æ50H7 в радиусном выражении 0,02мм (20мкм).

б)
 в)
в)
Рис 22. б, в Схема замера отклонения пересечения осей
Оправка помещается в 1 отверстие, замеряется R1 - высота (радиус) над осью .
Оправка помещается в 2 отверстие, замеряется R2.
Результат замера DR = R1 - R2 получается в радиусном выражении, если радиусы отверстий отличаются, для замера отклонения расположения нужно вычесть действительные значения размеров  и
и  (или учесть размеры оправок. Оправка пригоняется по отверстию, контактируют по посадке
(или учесть размеры оправок. Оправка пригоняется по отверстию, контактируют по посадке  )
)
DR = R1 - R2 – ( - ) – отклонение получается в радиусном выражении
Допуск пересечения осей назначается на детали, где несоблюдение этого требования приводит к нарушению эксплуатационных характеристик, например: корпус конического редуктора.
Допуск перпендикулярности

Допуск перпендикулярности поверхности относительно базовой поверхности.
Допуск перпендикулярности боковой поверхности 0,02мм относительно базовой плоскости А. Отклонение перпендикулярности – это отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах D на длине нормируемого участка L.

Рис 23. Схема замера отклонения перпендикулярности
Замер можно проводить несколькими индикаторами выставленными на «0» по эталону.

Допуск перпендикулярности оси отверстия относительно поверхности в диаметральном выражении 0,01 мм на радиусе замера R = 40 мм.

Рис 24. Схема замера отклонения перпендикулярности оси
Допуск перпендикулярности назначается на поверхности, определяющей функционирование изделия. Например: для обеспечения равномерного зазора или плотного прилегания по торцам изделия, перпендикулярности осей и плоскости технологических приспособлений, перпендикулярности направляющих и т.д.
Допуск наклона
Отклонение наклона плоскости – отклонение угла между плоскостью и базой от номинального угла a, выраженное в линейных единицах D на длине нормируемого участка L.
Для замера отклонения используют шаблоны, приспособления.

Рис 25.
Позиционный допуск

Позиционный допуск – это наибольшее допускаемое отклонение реального расположения элемента, оси, плоскости симметрии от его номинального положения
Контроль может осуществляться через контроль его отдельных элементов, с помощью измерительных машин, при  - калибрами.
- калибрами.
Позиционный допуск назначается на расположение центров отверстий под крепежные изделия, сфер шатунов и т.д.
Суммарные допуски формы и расположения
Суммарный допуск плоскостности и параллельности

Назначается на плоские поверхности, определяющие положение детали (базирующие) и обеспечивающие плотное прилегание (герметичность).
Суммарный допуск плоскостности и перпендикулярности.

Назначается на плоские боковые поверхности, определяющие положение детали (базирующие) и обеспечивающие плотное прилегание.
Допуск радиального биения




Допуск радиального биения – это наибольшая допускаемая разность наибольшего и наименьшего расстояний от всех точек реальной поверхности вращения до базовой оси в сечении перпендикулярном базовой оси.
Допуск полного радиального биения.

Рис 26.
Допуск полного радиального биения в пределах нормируемого участка.

 радиальное биение является суммой отклонений от круглости и соосности в диаметральном выражении,
радиальное биение является суммой отклонений от круглости и соосности в диаметральном выражении,  - суммой отклонений от цилиндричности и соосности.
- суммой отклонений от цилиндричности и соосности.
Допуск радиального и полного радиального биения назначаются на ответственные вращающиеся поверхности, где доминирует требование по соосности деталей, отдельный контроль допусков формы не требуется .Например: выходные концы валов, контактирующие с полумуфтами, участки валов под уплотнения, участки валов, контактирующих по неподвижным посадкам с зазором.
Допуск торцевого биения
Допуск торцевого биения – это наибольшая допускаемая разность наибольшего и наименьшего расстояний от точек на какой-либо окружности торцевой поверхности до плоскости перпендикулярной базовой оси. Отклонение складывается из

отклонений от перпендикулярности и прямолинейности (колебания поверхности окружности).
Допуск полного торцевого биения
Допуск полного торцевого биения  – этот наибольшая допустимая разность наибольших и наименьших расстояний от точек всей торцевой поверхности до плоскости перпендикулярной базовой оси.
– этот наибольшая допустимая разность наибольших и наименьших расстояний от точек всей торцевой поверхности до плоскости перпендикулярной базовой оси.


Допуски торцевого биения задаются на поверхности вращающихся деталей, требующих минимального биения и воздействия на соприкасающиеся с ними детали; например: упорные поверхности для подшипников качения, скольжения, зубчатых колес.
Допуск формы заданного профиля, заданной поверхности
Допуск формы заданного профиля  , допуск формы заданной поверхности
, допуск формы заданной поверхности  – это наибольшие отклонения профиля или формы реальной поверхности от прилегающего профиля и поверхности, заданных чертежом.
– это наибольшие отклонения профиля или формы реальной поверхности от прилегающего профиля и поверхности, заданных чертежом.

Допуски  задаются на деталях, имеющих криволинейные поверхности типа кулачков, шаблонов; бочкообразные профили и т.д.
задаются на деталях, имеющих криволинейные поверхности типа кулачков, шаблонов; бочкообразные профили и т.д.
Нормирование допусков формы и расположения
Может осуществляться:
· по уровням относительной геометрической точности;
· исходя из худших условий сборки или эксплуатации;
· по результатам расчета размерных цепей.
Уровни относительной геометрической точности.
Согласно ГОСТ 24643-81 для каждого вида допуска формы и расположения установлено 16 степеней точности. Числовые значения допусков при переходе от одной степени точности к другой изменяются с коэффициентом возрастания 1,6.
В зависимости от соотношения между допуском размера и допуском формы и расположения различают 3 уровня относительной геометрической точности:
A – нормальной: задается 60% от допуска T
B – повышенной – задается 40%
С – высокий - 25%
Для цилиндрических поверхностей:
По уровню A » 30% от T
По уровню B » 20% от T
По уровню С » 12,5% от T
Так как допуск формы цилиндрической поверхности ограничивает отклонение радиуса, не всего диаметра.
Например : Æ 45 +0,062 по A: 

На чертежах допуск допуска формы и расположения указывают тогда, когда они должны быть меньше допусков размера.
Если же указания нет, то они ограничиваются допуском самого размера.
Обозначения на чертежах
Допуски формы и расположения указываются в прямоугольных рамках; в первой части которой – условный знак, во второй – числовое значения в мм; для допусков расположения, в третьей части указывается база.
Направление стрелки – по нормали к поверхности. Длина замера указывается через знак дроби «/» . Если она не указана контроль осуществляется по всей поверхности.
. Если она не указана контроль осуществляется по всей поверхности.

Для допусков расположения, определяющих взаимные расположения поверхностей допускается базовую поверхность не указывать:

Допускается базовую поверхность, ось, указывать без обозначения буквой:

Перед числовым значением допуска следует указывать символ T, Æ, R,сфера,
если поле допуска дано в диаметральном выражении и радиусном, сферой Æ, R применятся для  ;
;  (оси отверстия);
(оси отверстия);  .
.
Если знак не указан – допуск задан в диаметральном выражении.

Для допуска симметричности используют знаки T (вместо Æ ) или  (вместо R ).
(вместо R ).

Зависимый допуск, указывается знаком  .
.
После значения допуска может быть указан символ  , а на детали этим символом обозначают участок, относительно которого определяется отклонение.
, а на детали этим символом обозначают участок, относительно которого определяется отклонение.

Нормирование допусков формы и расположения из худших условий сборки.
Пример 1.
Рассмотрим деталь, контактирующую одновременно по нескольким поверхностям - шток.

Рис. 1.
В том случае, если между осями всех трех поверхностей будет большая несоосность, сборка изделия будет затруднена. Возьмем худший для сборки вариант - минимальный зазор в соединении 
 .
.
Примем за базовую ось- ось соединения  .
.

Тогда смещение оси 
 .
.
В диаметральном выражении это 0,025мм.

Если базой является ось центровых отверстий, то исходя из аналогичных соображений.

Пример 2.
Рассмотрим ступенчатый вал, контактирующий по двум поверхностям, одна из которых рабочая , ко второй предъявляются только требования собираемости .

Для худших условий сборки деталей:  и
и  .
.
Предположим, что детали втулка и вал идеально соосны: При наличии зазоров и идеально соосных деталей зазоры распределяются равномерно по обе стороны  и
и  .
.

По рисунку видно, что детали соберутся даже, если оси ступеней будут смещены друг относительно друга на величину  .
.
При  и
и 
 , т.е. допустимое смещение осей в радиусном выражении.
, т.е. допустимое смещение осей в радиусном выражении.  = e = 0.625мм, или
= e = 0.625мм, или  = 2е = 0,125мм - в диаметральном выражении.
= 2е = 0,125мм - в диаметральном выражении.

Пример 3.
Рассмотрим болтовое соединение деталей, когда образуются зазоры между каждой из соединяемых деталей и болтом (тип А), при этом зазоры расположены в противоположные стороны. Ось отверстия в 1 детали смещена от оси болта на  влево, а ось детали 2 на
влево, а ось детали 2 на  вправо.
вправо.

Отверстия под крепёжные детали выполняются с полями допусков Н12 или Н14 по ГОСТ 11284-75. Например, под М10 можно использовать отверстия  (для точных соединений) и
(для точных соединений) и  мм (для неответственных соединений). При
мм (для неответственных соединений). При  линейный зазор
линейный зазор  Смещение осей
Смещение осей  в диаметральном выражении величина позиционного допуска
в диаметральном выражении величина позиционного допуска  = 0,5мм, т.е. равна
= 0,5мм, т.е. равна  т.к.
т.к. =
= .
.


Пример 4.
Рассмотрим винтовое соединение деталей, когда зазор образуется только между одной из деталей и винтом: (тип Б)


В практике вводят коэффициенты запаса точности: к
 =
=
 , где к = 0,8…1, если сборка осуществляется без регулировки положения деталей;
, где к = 0,8…1, если сборка осуществляется без регулировки положения деталей;
к = 0,6…0,8 (для шпилек к=0,4)- при регулировке.

Пример 5.
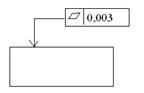
Контактируют две плоские прецизионные торцевые поверхности, S=0.005мм. Требуется пронормировать допуск плоскостности. При наличии торцевых зазоров вследствие неплоскостности (наклоны деталей выбраны с помощью пружин) возникают утечки рабочей жидкости или газа, что снижает объемный КПД машин.

Величину отклонения для каждой из деталей определяем как половину 
 =
= . Можно округлить до целых величин =0,003мм, т.к. вероятность худших сочетаний довольно незначительна.
. Можно округлить до целых величин =0,003мм, т.к. вероятность худших сочетаний довольно незначительна.
Нормирование допусков расположения из расчета размерных цепей.
Пример 6.
Требуется пронормировать допуск соосности установочной оси 1 технологического приспособления, для которого задан допуск всего приспособления  = 0,01.
= 0,01.
Примечание: допуск всего приспособления не должен превышать 0,3…0,5 допуска изделия.
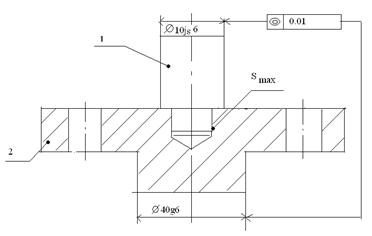
Рассмотрим факторы, влияющие на соосность всего приспособления в целом:
- несоосность поверхностей детали 1;
- максимальный зазор в соединении деталей 1 и 2;
- несоосность отверстия во 2 детали и базовой (крепление в станок) поверхностью  .
.
Т.к. цепь размеров малозвенная (3 звена) используется для расчёта метод полной взаимозаменяемости; по которому допуск замыкающего звена равняется сумме допусков составляющих звеньев.
Допуск соосности всего приспособления  равняется
равняется 
Для исключения влияния при соединении 1 и 2 деталей следует взять переходную посадку или с натягом.
Если принять  , то
, то 

Величина  достигается на операции тонкой шлифовки. Если приспособление имеет небольшие габариты, то можно обеспечить обработкой в сборе.
достигается на операции тонкой шлифовки. Если приспособление имеет небольшие габариты, то можно обеспечить обработкой в сборе.
Пример 7.
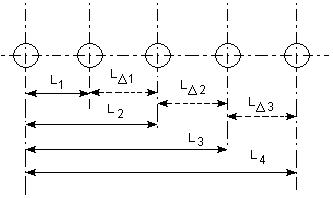
Постановка размеров лесенкой и цепочкой для отверстий под крепежные детали.
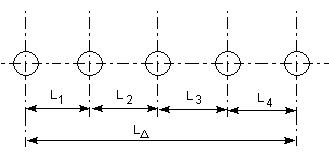
Если размеры вытянуты под одну линию – выполнена простановка цепочкой.
Размечая центры отверстий последовательно к концу разметки, накапливается значительная погрешность размера  , для её уменьшения следует зажимать допуски на размеры L1, L2, L3, L4.
, для её уменьшения следует зажимать допуски на размеры L1, L2, L3, L4.
 , где n – число составляющих звеньев, включая - замыкающее звено. Если TL1 = TL2 = TL3 = TL4 = TLi , то
, где n – число составляющих звеньев, включая - замыкающее звено. Если TL1 = TL2 = TL3 = TL4 = TLi , то  .
.
Например, позиционный допуск на разметку центра одного отверстия TÅ=0,5мм, на два отверстия TLD = 1мм (±0,5мм)

Тогда TL1 = … = TL4 = 
Пример 8.
Простановка размеров лесенкой (все размеры проставляются от одной базы)
После разметки L1 и L2 – замыкающее звено LD1; L2 и L3 - LD2, L3 и L4 - LD3.
TLD1 = TL1 + TL2
TLD2 = TL2 + TL3
TLD3 = TL3 + TL4, т.е.
На точность замыкающего звена всегда влияют только 2 звена.
Если TL1 = TL2 = 
Для нашего примера TL1 = TL2 = 0,5 (±0,25мм)
Такая простановка позволяет увеличивать допуски составляющих звеньев, снижать трудоемкость обработки.
Пример 9.
Расчет величины зависимого допуска.
Если для примера 2 указаны  , то это означает, что допуск соосности 0,125мм, определенный для худших условий сборки может быть увеличен, если зазоры, образующиеся в соединении больше минимальных.
, то это означает, что допуск соосности 0,125мм, определенный для худших условий сборки может быть увеличен, если зазоры, образующиеся в соединении больше минимальных.
Например, при изготовлении детали получились размеры -39,95мм; - 59,85мм, возникают дополнительные зазоры Sдоп1 = d1max - d1изг = 39,975 - 39,95 = 0,025мм, и Sдоп2 = d2max - d2изг = 59,9 - 59,85 = 0,05мм, оси дополнительно могут быть смещены друг относительно друга на eдоп=e1доп+e2доп=
- 59,85мм, возникают дополнительные зазоры Sдоп1 = d1max - d1изг = 39,975 - 39,95 = 0,025мм, и Sдоп2 = d2max - d2изг = 59,9 - 59,85 = 0,05мм, оси дополнительно могут быть смещены друг относительно друга на eдоп=e1доп+e2доп= (в диаметральном выражении на S1доп + S2доп = 0,075мм).
(в диаметральном выражении на S1доп + S2доп = 0,075мм).
Несоосность в диаметральном выражении с учетом дополнительных зазоров будет равняться:  = 0,125 + Sдоп1 + Sдоп2 = 0,125 + 0,075 = 0,2мм.
= 0,125 + Sдоп1 + Sдоп2 = 0,125 + 0,075 = 0,2мм.
Пример 10.

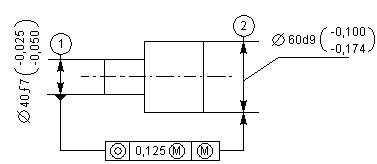
Требуется определить зависимый допуск соосности для детали втулки.
Условное обозначение: допуск соосности отверстия Æ40H7 относительно базовой оси Æ60p6, допуск зависимый только от размеров отверстия.
Примечание: зависимость указывается только на те поверхности, где образуются дополнительные зазоры в посадках, для поверхностей, соединяемых по посадкам с натягом или переходным – дополнительные уводы осей исключены.
указывается только на те поверхности, где образуются дополнительные зазоры в посадках, для поверхностей, соединяемых по посадкам с натягом или переходным – дополнительные уводы осей исключены.
При изготовлении получились размеры: Æ40,02 и Æ60,04
Тзав = 0,025 + S1доп = 0,025 + (Dизг1 – Dmin1) =0,025 + (40,02 - 40) = 0,045мм (в диаметральном выражении)
Пример 11.
Определить величину межцентрового расстояния для детали, если размеры отверстий после изготовления равны: D1изг = 10,55мм; D2изг = 10,6мм.

Для первого отверстия
Тзав1 = 0,5 + ( D1изг – D1min ) = 0,5 + (10,55 – 10,5) = 0,55мм или ±0,275мм
Для второго отверстия
Тзав2 = 0,5 + ( D2изг – D2min ) = 0,5 + (10,6 – 10,5) = 0,6мм или ±0,3мм
Отклонения на межцентровом расстоянии:
L = 100 ± 0,575