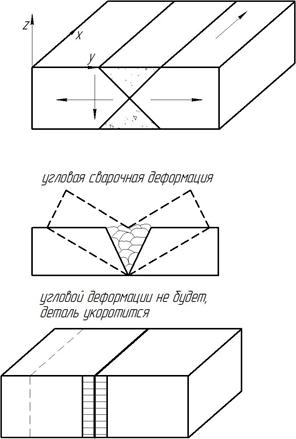
Причина образования деформаций и напряжений при сварке.
Вопрос №24
Дефекты сварных соединений. Основные способы их выявления при контроле качества.
Вопрос №23
Дефекты в соединениях бывают двух видов: внешние внутренние. В сварных соединениях к внешним дефектам относят наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры, к внутренним скрытые - трещины и поры, внутренние непровары и несплавления, шлаковые включения. Сварные соединения считаются качественными, если в них нет дефектов и их механические свойства удовлетворяют требованиям, предъявленным к условиям эксплуатации узла. Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок перед сваркой, текущим контролем за процессом сварки и окончательным контролем готовых сварных соединений. В зависимости от того, нарушается или не нарушается целостность соединения при контроле, различают разрушающие и неразрушающие методы контроля.
Предварительный контроль: осматривают поверхности основного металла, сварной проволоки и покрытий электродов с целью обнаружения внешних дефектов и повреждений. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их формы и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей.
Механические испытания предусматривают испытание на растяжение и изгиб, ударный изгиб различных частей наплавленного Ме.
Металлографические исследования проводят на макро- и микрошлифах сварного шва.
Текущий контроль за процессом сварки: в процессе сварки проверяют соблюдение сварщиком установленных параметров режима сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры.
Окончательный контроль: готовые сварные соединения подвергают следующим видам контроля: внешнему осмотру для выявления поверхностных дефектов и обмеру сварных швов; испытаниям на плотность, магнитному контролю, просвечиванию рентгеновскими и γ-лучами, ультразвуком и т.д. для выявления внутренних дефектов.
Сварочные деформации и напряжения.
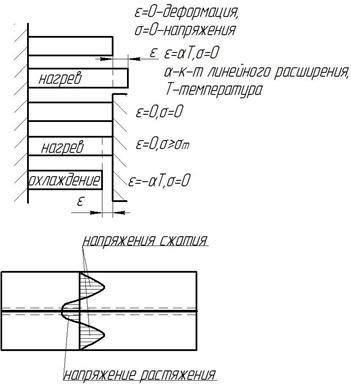 Собственные напряжения.
Собственные напряжения.