Контактная сварка
Вопрос №18
Для прессово – механических процессов необходимо приложение давления в месте сварки. Источник энергии может быть как внешним, так и внутренним (контактная, индукционная сварка). Значительная часть прессовых процессов может быть реализована с теми же источниками нагрева, что и термические. Исключение: контактная сварка, где давление обязательно на элемент образования контакта для генерации теплоты.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцев заготовок до оплавления – сваркой оплавлением.
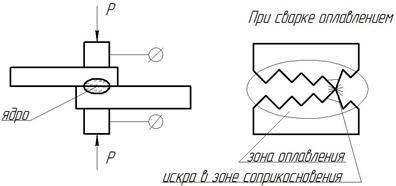
Сварка сопротивлением. Перед сваркой заготовки должны быть очищены от окисных пленок. Заготовки, закрепленные в специальных зажимах, сдавливают небольшим усилием Р, затем включается ток, металл разогревается до пластического состояния, затем осаживается. Сварка сопротивлением дает хорошие результаты для металлов, обладающих хорошей свариваемостью в пластическом состоянии.
Сварка оплавлением. Между заготовками, установленными в зажимах, оставляют зазор, подключают напряжение и равномерно сближают заготовки под напряжением. Соприкосновение происходит сначала по отдельным площадкам, через которые протекает ток высокой плотности. Расплавленный и кипящий металл выбрасывается наружу действием магнитного поля. После достижения равномерного оплавления по всей поверхности стыка производят осадку.