Указания по выполнении) задания « Соединение болтом»
В зависимости от диаметра болта и толщины скрепляемых деталей, по указанным на рисунке 7 соотношениям, определяют размеры элементов соединения. Длина болта£ определяется как сумма величин: толщин скрепляемых деталей^ толщины шайбы Sm, высоты гайки //, длины выступающей части болта К. Полученная длина болта сравнивается с длинами болтов согласно ГОСТ 1198-70 (1,с. 298), Ближайшая к расчетной длине болта, взятая из ГОСТа, принимается за окончательный размер длины болта. Длина резьбы Lo зависит от диаметра и длины болта и берется из этого же ГОСТа. На чертеже болтового соединения должны быть указаны следующие размеры: наружный диаметр резьбы, длина болта, толщина скрепляемых деталей и размер под ключ гайки. Эти размеры на рисунке 7 взяты в прямоугольные рамки. Чертеж болтового соединения выполняется в двух видах с полным разрезом на главном виде. При этом гайка ишайба изображаются неразрезанными. На чертеже должны быть указаны условные обозначения болта, гайки и шайбы.
Ю
Рисунок 7 - Чертеж и формулы для расчета болтового соединения


Болт по ГОСТ 7798-70 (исполнение 1); Гайка по ГОСТ 5915-70 (исполнение 1); Шайба по ГОСТ 11371-78 (исполнение 2).
1.13 Соединение шпилькой
Соединение шпилькой применяется в случае, когда невозможно или нецелесообразно применять соединение болтом.
Шпилькой называется цилиндрический стержень с резьбой на двух концах. Конец шпильки с меньшей длиной резьбовой части предназначен для ввинчивания в резьбовое отверстие, другой - для навинчивания гайки. Длина ввинчиваемого конца шпильки 2, зависит от материала детали, в которую ввинчивается шпилька. Для стали, бронзы, латуни, титана 2/=</; для чугуна 2i=rLd\ т.е. чтобы закрепить шпильку в мягком металле, ее надо завинтить в деталь глубже. Гнездо под шпильку сначала высверливают, затем делают фаску, после чего нарезают резьбу. Дно гнезда имеет коническую форму, размер 120° - условный, поэтому на рабочих чертежах его не указывают.
Пример обозначения шпильки. Шпилька М16х120 ГОСТ 22032-76 ~ шпилька с диаметром резьбы М\ 6, крупный шаг резьбы, длина шпильки
f-Шмм. _ ; ;
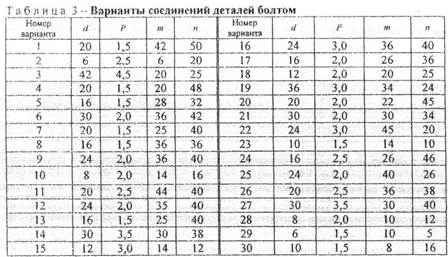
ЗАДА НИ Е 2, Рассчитать и вычертить чертеж шпилечного соединения по индивидуальному варианту (таблица 4)
Указания по выполнению задания « Соединение шпилькой»
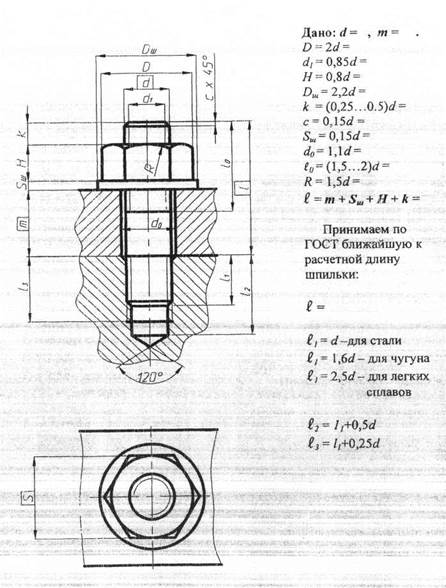
По указанным на рисунке 8 соотношениям определяются размеры элементов шпилечного соединения. Длина шпильки £ рассчитывается как сумма величин: толщины скрепляемой детали, толщины шайбы, высоты гайки, размера выступающей части шпильки. Получаемая величина длины шпильки сравнивается с длинами шпильки согласно ГОСТ 22032-76. Ближайшая величина принимается за окончательный размер длины шпильки. Длина гаечного конца резьбы шпильки £о зависит от данного заданного диаметра шпильки, ее длины и берется из ГОСТ 22032-76. Глубина отверстия под шпильку Ј2=Ј/+0,5<i. Длина резьбовой части отверстия £3 ■= ■ £-гЮ,5<£ Все расчеты выполняются на отдельном листе формата А4 над основной надписью для текстовых документов ( ГОСТ 2.104-68); Необходимо обратить внимание на совпадение линии разъема деталей с границей резьбы ввинчиваемого конца шпильки.
Чертеж шпилечного соединения выполняется в двух видах с полным разрезом на главном виде с указанием следующих размеров: диаметра резьбы, длины шпильки, толщины скрепляемой детали и размера под ключ для гайки. Эти размеры на рисунке взяты в прямоугольные рамки. На свободном поле чертежа указываются условные обозначения шпильки, гайки, шайбы. Таблица 4- Варианты соединений деталей шпилькой

Шпилька по ГОСТ 22032-76;
Гайка по ГОСТ 5915-70 (исполнение 2);
Шайба по ГОСТ 1-1371-78 (исполнение 1).
 |
|
Рисунок 8 - Чертеж и формулы для расчегга шпилечного соединения
1.2 Неразъемные соединения
Неразъемные соединения характерны тем, что для их разборки необходимо разрушение соедш-штельных элементов. К ним относятся заклепочные, сварные, клееные соединении, соединения сваркой.
i
1.2.1 Соединения паяные
Пайку применяют для получения герметичности, образования покрытия от коррозии (лужение), при соединении деталей, несущих небольшую нагрузку. В ряде случаев пайка имеет преимущество перед сваркой иее широко применяют в радиотехнике, электронике, приборостроении. Щй-ку выполняют паяльником (простейший способ), погружением в распл|ш-ленный припой, газопламенный, лазерный, электронно-лучевой.
1.2.2 Соединение сварное
Сварка является одним из наиболее прогрессивных способов соедине
ния составных частей изделия. Это процесс получения неразъемного со
единения путем наплавления металла^ образующего в местах соединения
сварной шов. В зависимости от способа образования шва различает
сварку плавлением и давлением. Сварку плавлением осуществляют газо
вой и дуговой сваркой, когда поверхности кромок плавятся одновременно
с присадочным материалом. Сварка давлением осуществляется специаль
ными машинами, с помощью которых на предварительно нагретые по
верхности оказывается давление; достаточное для создания пластической
деформации соединяемых частей. Сварным соединением называется со
вокупность изделий, соединенных сварным швом. \
Виды сварных соединений
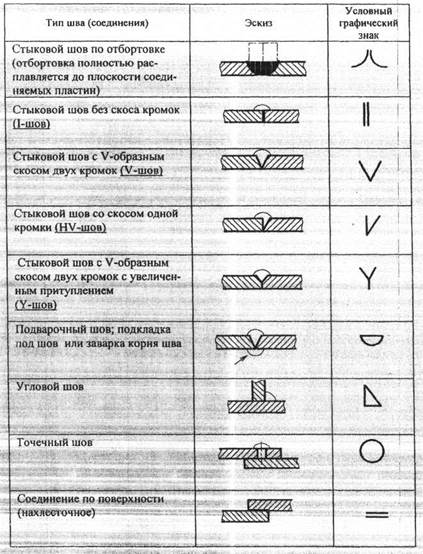
Государственный стандарт Республики Беларусь (СТБ ИСО 2553-2бО4)? введенный 01.1 L.2004 г. устанавливает правила нанесения условных изображений и обозначений сварных соединений. Различают следующие виды соединений: стыковое, угловое, внахлестку, тавровое. Кромки свариваемых деталей могут быть изготовлены с отбортовкой, со скосом одной кромки, без скосов, со скосом обеих кромок, с двумя симметричными скосами одной кромки и др. Выступающую часть шва над поверхностью основного металла называют выпуклостью шва
Для обозначения сварного или паяного шва без приведения-характеристики шва используется знак, изображенный на рисунке 14. Более полное условное обозначение сварных и паяных соединений включает основ-
|
ной условный графический знак (таблица 9), который может быть дополнен:
- вспомогательными условными знаками (таблица 10);
- размерами конструктивных элементов в поперечном сечении и в
расположении шва;
- отдельными дополнительными указаниями (в частности для рабочих
чертежей).

|
\ Рисунок 14 - Знак для обозначения сварного или
паяного шва без приведения характеристики шва
При комбинированном характере выполнения шва для его обозначения могут использоваться комбинации основных условных графических знаков. Для симметричных двусторонних швов обозначение комбинируют из двух основных условных графических знаков, расположенных зеркально относительно полки-выноски (рисунок 15).
Эскиз
|
Рисунок 15 - Знак для обозначения двз'стороннего (Унтов) стыкового шва с V-образнымн симметричными скосами двух кромок (Х-шов)
Пример обозначения двусторонних швов показан на рисунке 16.
| Рисунок 16 - Стыковой шов с V-образным скосом двух кромок с увеличенным притуплением (Y -шов) с подварочным швом. |
Эскиз
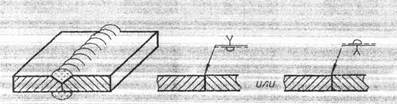
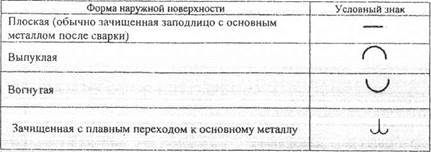
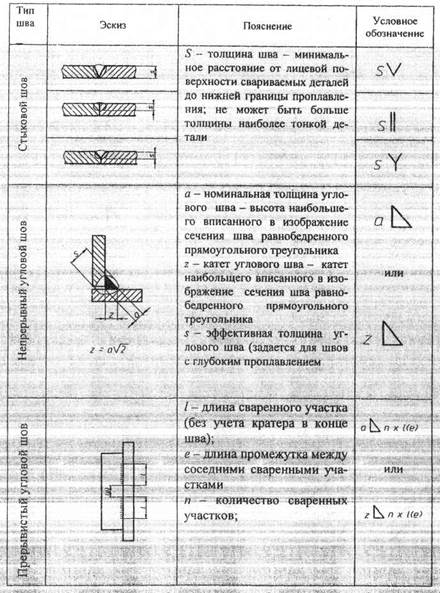
Таблица 9- Основные условные графические знаки
Г а б л и ц а 10 - Вспомогательные условные знаки
Пример обозначения сварных- швов с применением комбинированных и вспомогательных знаков показан на рисунке 17.
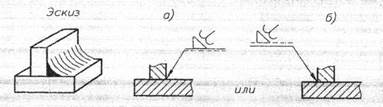
Рисунок 17 ~ Угловой шов, образующий тавровое соединение, зачищен сплавным переходом к основному металлу: а - лицевая сторона шва: б - оборотная сторона шва
Нанесение условных обозначений на чертежах. Условные обозначения сварных и паяных швов на чертежах также содержат:
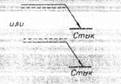
- линию-выноску, заканчивающуюся двухсторонней стрелкой на каждое соединение;
-двойную полку линии-выноски, состоящую из сплошной и параллельной ей штриховой линии, расположение которых относительно друг друга показано на рисунке 18.
|
Рисунок 18 г Варианты изображения нолки-выноски для обозначений сварных и паяных швов
Для симметричных двусторонних швов штриховая линия не обязательна и может отсутствовать (см. рисунок 15).
Полка линии-выноски располагается горизонтально. В необходимых случаях допускается вертикальное расположение полки линии-выноски. Если невозможно провести линию-выноску к изображению соединения, условное обозначение сварного шва не рекомендуется.
Основной условный графический знак располагается над или под цоп-кой линии-выноски в соответствии со следующим правилом:
— основной графический условный знак располагается на сплошной
линии полки, если линия-выноска проведена от изображения шва с лице
вой стороны;
— основной графический условный знак располагается на штриховой
линии полки, если линия-выноска проведена от изображения шва с i>6o-
ротной стороны (см. рисунок 17),
Нанесение основных размеров швов.Каждый основной условный
графический знак может сопровождаться определенным количеством
размеров конструктивных элементов. i
Размеры, определяющие расстояние шва от края детали, наносятся на чертеже, а не в условном обозначении.
Размеры конструктивных элементов не превышают толщину самой
тонкой детали соединения/Отсутствие указаний после основного знака
означает, что шов непрерывный по всей длине. I
Перёд основным графическим знаком наносятся основные конструктивные размеры шва в поперечном сечении (таблица 11), где: s - глубина проварки для всех видов швов; а или z - для угловых швов (а - номинальная толщина шва; z ~- катет шва).
После основного условного графического знака наносятся продольные
размеры шва. Отсутствие указаний после основного графического знака
означает, что шов непрерывный по всей длине свариваемых или паяных
деталей, ,
Дополнительные указания.Дополнительные указании могут потребоваться для задания определенных характеристик швов (рисунок 19).

Рисунок 19 - Дополнительные указания: а - обозначение шва по замкнутой
лийи; б'-- обозначение монтажного шва, в обозначение индекса процесса сварки,
г - обозначение специальной инструкции
25 !
|
Таблица 11- Основные размеры шва
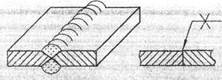
Способы нанесения размеров на некоторых типах сварных швов показаны на рисунке 20.

Рисунок 20 - Способы нанесения размеров сварных швов: а - сварной стыковой шов с У-образным скосом двух кромок с увеличенным притуплением (Y -шов!) с подварочным швом. Номинальная толщина шва 5 мм, длина шва 300 мм, шов невидимый; б - непрерывный угловой шов с вогнутой формой наружной поверхности, выполненный по замкнутому контуру. Эффективная толщина углового шва 8 мм, номинальная толщина углового> шва б мм; в'- прерывистый двусторонний симметричней угловой шов. Катет углового шва 5 мм, количество сваренных участков -г 3, длина сваренного участка 150 мм, промежутки между соседними сваренными участками 30
Иногда для задания определенных характеристик швов на полке наносятся дополнительные указания. Структура условного обозначения j соединения может быть дополнена требованиями, приводимыми в ви^ке. Требования друг от друга ©тделяются знаком /■• (черта дроби). Дополнительно возможна ссылка на специальные инструкции (например, описывающие все процедуры процесса сварки или пайки), имеющие условное обозначение, помещаемое в закрытой рамке вилки.
|
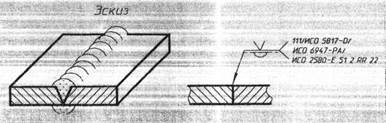
| Рисунок 21 - Стыковой V-образный шов с подварочным проходом |
На рисунке 21 показан стыковой шов с V-образным скосом кромок, с
подварочным проходом, выполненный ручной дуговой сваркой плавя
щимся покрытым электродом (индекс процесса сварки 111 в соответст
вии с ИСО 4.063)^ уровень качества в соответствии с ИСО 5817, положе
ние при сварке РА в соответствии с ИСО 6947, покрытый электрод ЦСО
2580-Е.51.2 RR 22. ,
|
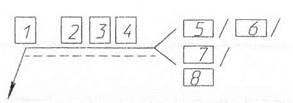
Рисунок 22 - Полное условнее обозначение сварного шва:
1 - дополнительные указания;
2 - конструктивные элементы сварного шва;
3 - основной условный графический знак;
4 - продольные размеры шва;
5 - индекс процесса сварки в соответствии с ИСО 4063;
6 - уровень качества в соответствии с ИСО 5817;
7 - положение при сварке в соответствии с ИСО 6947;