Короткі теоретичні відомості
Методичні рекомендації
до лабораторної роботи № 3
з дисципліни:
«Верстатна справа»
Житомир - 2013
Тема: Геометричні параметри фрези
Мета: Закріплення відомостей про будову та геометричні параметри фрез, елементах режимів різання та зрізуваного шару при фрезеруванні; ознайомлення з методами вимірювання геометричних параметрів фрез; набуття навичок ескізування фрези.
Обладнання: Стенд „Фрези”, торцеві і кінцеві фрези, кутоміри оптичні, штангенциркуль, лінійка.
Література:
- Середюк В. С. Основи обробки матеріалів різанням та металорізальні інструменти. НВПЕТ, 2007.
- Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. М. Машиностроение, 1975.
- Коженкова Т. И., Фельдштейн Е. Э. Лабораторные работы по резанию металлов. Минск. Вышейшая школа, 1985.
- Справочник технолога-машиностроителя. Т.2, под ред. А.Г. Косиловой и Р.К. Мещерякова. М. Машиностроение, 1986.
Студент має знати:
- призначення різних типів фрез;
- будову і конструкцію фрез;
- геометричні параметри фрези;
- елементи режимів різання і зрізуваного шару при фрезеруванні;
- методику вимірювання параметрів фрези.
Короткі теоретичні відомості
Призначення процесу фрезерування.Процес фрезерування застосовується для обробки горизонтальних і вертикальних площин, фасонних поверхонь, прорізування пазів і канавок, нарізування різьб, обробки зубчастих коліс, тощо. Фрезерування є одним з найбільш високопродуктивних методів обробки поверхонь різанням, особливо при обробці площин.
Головним рухом при фрезеруванні є обертання фрези, а рухом подачі частіше всього є поступальний рух заготовки, закріпленої на столі верстата (поздовжня, поперечна і вертикальна подачі). Рухом подачі також може бути обертання заготовки навколо своєї осі (фрезерування різьби або обробка тіл обертання), та обертання навколо осі стола чи барабана верстата (карусельно-фрезерувальні і барабанно-фрезерувальні верстати).
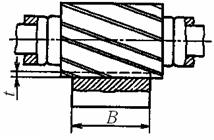
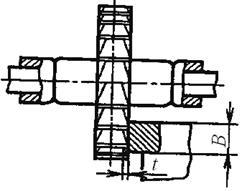
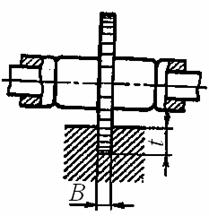
Фрезерування ділиться на циліндричне і торцеве. При циліндричному фрезеруванні вісь фрези розміщена паралельно до оброблюваної поверхні (рис.1, б, г, д, ж, з, и). При торцевому фрезеруванні вісь фрези розміщена перпендикулярно до оброблюваної поверхні заготовки (рис.1, а, в, е, є).
Геометрія зуба фрези.Фреза є багатолезовим інструментом, кожний зуб якого подібний до токарного різця і має такі ж конструкційні та геометричні параметри як різець: передня і задня поверхні, головна і допоміжна різальні кромки, передній γ і задній α кути, кут загострення β, тощо (рис. 2, 3).

а) б)

в) г)


д) е) є)



ж) з) и)
Рис. 1. Види фрезерування
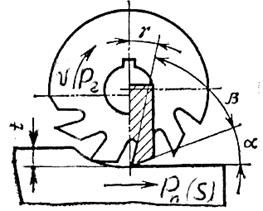
Рис. 2. Головні кути зуба фрези

Рис. 3. Геометрія зуба торцевої фрези
Головні кути зуба фрези частіше всього визначаються в площині, яка проходить перпендикулярно до різальної кромки. Величина кутів залежить від матеріалу зуба фрези і типу фрези. Так у фрез із швидкорізальної сталі передній кут γ = 10–20○. Торцеві і дискові фрези, оснащені твердим сплавом мають передній кут в межах γ = +5÷ -10○. Від’ємне значення переднього кута γ виконується на фасці біля різальної кромки шириною 1–1,5 мм при обробці конструкційних сталей.
Головний задній кут α у фрез має більші значення ніж у різців, тому що фрези (особливо дискові, кінцеві та фасонні) працюють з відносно малими товщинами зрізуваного шару. Так для фрез із швидкорізальної сталі кут α призначається в межах12–30○ в залежності від типу фрези. Торцеві фрези з твердосплавними пластинами мають α = 6–15○. У дискових твердосплавних фрез α = 20–25○ при обробці сталей і α = 10–15○ при обробці чавуну.

 Зуб торцевих та кінцевих фрез (рис. 3, 4) характеризується також кутами в плані. Головний кут в плані φ впливає на товщину стружки і стійкість фрези та на якість обробки. Зі збільшенням цього кута зменшується товщина стружки і, відповідно, навантаження на одиницю довжини різальної кромки, тому стійкість інструменту зростає. При цьому також поліпшується якість обробки, але разом з цім зростає значення осьової складової сили різання. Більшість торцевих фрез мають φ = 60○. Коли фреза призначена для одночасної обробки вертикальної і горизонтальної площини, то φ= 90○.
Зуб торцевих та кінцевих фрез (рис. 3, 4) характеризується також кутами в плані. Головний кут в плані φ впливає на товщину стружки і стійкість фрези та на якість обробки. Зі збільшенням цього кута зменшується товщина стружки і, відповідно, навантаження на одиницю довжини різальної кромки, тому стійкість інструменту зростає. При цьому також поліпшується якість обробки, але разом з цім зростає значення осьової складової сили різання. Більшість торцевих фрез мають φ = 60○. Коли фреза призначена для одночасної обробки вертикальної і горизонтальної площини, то φ= 90○.
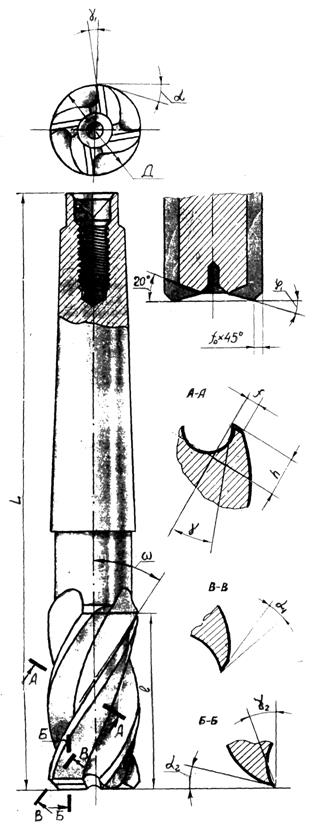
Рис. 4. Геометрія зуба кінцевої фрези
Більшість кінцевих фрез мають кут φ= 90○. Допоміжний задній кут φ1 призначений для зменшення побічного різання допоміжною різальною кромкою і зменшення тертя між допоміжною різальною кромкою і обробленою поверхнею заготовки. Для торцевих фрез φ1 = 2–10○, для дискових трьохсторонніх φ1 = 2–5○. Для зміцнення зуба виконують перехідну різальну кромку шириною fo = 1–2 мм під кутом φ0 = φ/2(рис. 3).
Фрези з гвинтовим зубом характеризуються кутом підйому гвинтової лінії зуба.
а) б) в)
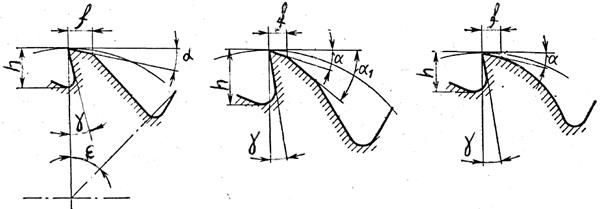
Рис. 4. Форма гостроконечних зубів фрези:
а – призматична, б – з ломаною спинкою, в – параболічна
Зуб фрези характеризується також такими параметрами як висота зубів h і кутовий крок зубів ε (рис. 4. а). Ці параметри визначають об’єм впадини між зубами, необхідний для розміщення стружки.
Зуби фрез діляться на гостроконечні і затиловані. Фрези загального призначення мають гостроконечні зуби (рис. 4). Такі фрези заточуються по задній поверхні, вони прості у виготовленні, забезпечують високу якість обробки, їх стійкість у 1,5–3 рази вища стійкості фрез із затилованим зубом. Є три типи форми гостроконечних зубів. Фрези з дрібним зубом мають призматичну форму (рис. 4, а). Такі зуби прості у виготовленні, але мають невисоку міцність. Значно вищу міцність мають зуби з параболічною формою (рис. 4, в), але обробляти їх дещо складніше. Параболічна форма замінюється формою з ломаною спинкою (рис. 4, б). Такі зуби мають високу міцність і застосовуються при виготовленні великозубих фрез, призначених для чорнової обробки заготовок.
Затиловану форму зуба частіше всього мають фасонні фрези зі складним профілем зуба. Задня поверхня зуба оброблюється по спіралі Архімеда (рис. 5).

Рис. 5. Затилована форма зуба фрези
Переточуються такі фрези по передній поверхні. При цьому профіль зуба фрези під час переточування не змінюється.