Диаметры шкивов главного привода
| Наименование | Ступени | |||
| I | II | III | IV | |
| Ведущий | ||||
| Ведомый |
1.7.1.2. Цепь круговых подач
Под круговой подачей понимается длина дуги поворота долбяка по делительной окружности за один двойной ход долбяка.
Конечные звенья: шпиндель с долбяком и штоссель с долбяком.
Уравнение кинематического баланса:

откуда

где m – модуль нарезаемого колеса;
Zд – число зубьев долбяка,
причём необходимо, чтобы, а + b = 108, так как межосевое расстояние этих зубчатых колёс постоянно.
Для настройки гитары круговых подач имеется набор сменных колёс с числами зубьев: 20, 28, 36, 44, 50, 58, 64, 72, 80, 88.
1.7.1.3. Цепь обката
Цепь обката связывает вращение долбяка с вращением стола с заготовкой.
Уравнение кинематического баланса:

откуда
или при значении  расчётная формула для определения сменных колёс цепи обката будет:
расчётная формула для определения сменных колёс цепи обката будет:

Для настройки гитары обката имеется набор сменных колёс с числом зубьев: 20; 23; 24; 25; 30; 34; 35; 36; 37; 40; 41; 43; 45; 47; 50; 53; 55; 57; 58; 59; 60; 61; 62; 65; 67; 70; 71; 73; 75; 79; 80; 83; 85; 89; 90; 97; 98; 100.
1.7.1.4. Радиальная подача
Радиальная подача осуществляется только в процессе врезания долбяка в заготовку и обеспечивается кулачками (рис.5).
В зависимости от твёрдости материала обрабатываемого зубчатого колеса, модуля и требований к точности применяют одно- и двухзаходные кулачки врезания. Чем твёрже материал обрабатываемого колеса, больший модуль и выше точность, тем больше выбирается число проходов.
На рисунке 5 а и б показаны схемы профиля кулачков врезания. Угол соответствующий участку врезания 1 – 2 на кулачках составляет 750, причём уменьшение радиуса от точки 1 до точки 2 происходит равномерно (рис.5). Окончание врезания происходит в точке 2, если нарезание зубчатого колеса происходит за один проход, кулачок поворачивается ещё на угол 2700 (участок 2 – 4). Если обработка ведётся с помощью двухпроходного кулачка, то после врезания долбяка в заготовку (участок 1 – 2) кулачок поворачивается на угол 1350 (участок 2 - 3) и происходит черновая обработка с оставлением 0,2 мм припуска на чистовую обработку (участок 3 – 4).
При однопроходном кулачке обработка происходит за один оборот заготовки, при двухпроходном за два оборота.
На рисунке 5 кулачки изображены в исходном положении, т.е. предыдущий цикл обработки окончен. Рабочее положение кулачков устанавливается их поворотом по часовой стрелке. В зависимости от требуемого модуля ролик занимает определённое положение на участке 1 – 2.
При однопроходной обработке за время одного оборота заготовки, после врезания долбяка, кулачок повернётся на 3/4 оборота.
 а
а 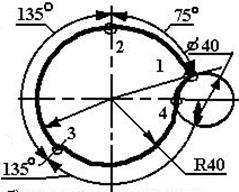 б
б
Рис. 5. Эскизы кулачков врезания долбяка
Уравнение кинематической цепи будет иметь вид:

При работе в два прохода кулачок повернётся на 3/8 оборота за время одного оборота заготовки.
При однопроходной обработке передаточное отношение гитары радиальных подач  а при двухпроходной
а при двухпроходной 
1.7.2. Гидравлическая схема (рис.6)
Перемещение стола с заготовкой к долбяку и зажим заготовки, а также отход стола в исходное положение производится за счёт давления в гидроцилиндрах 7 и 8. Кроме этого, за счёт давления в гидроцилиндре 7, в период врезания долбяка в заготовку и обкатки заготовки с долбяком, стол постоянно прижимается до упора ролика стола в кулачок радиальной подачи.
Масло подаётся в цилиндры от шестерённого насоса 2. Давление в сети не должно превышать 50 МПа и регулируется редукционным клапаном 3. При этом давлении сила прижатия стола к кулачкам радиальной подачи будет равна 540 Н.
Далее масло проходит через фильтр 4, дроссель 5, золотник с электромагнитным управлением 6 и по трубопроводам поступает в гидроцилиндры 7 и 8.
При выполнении п.1.9. необходимо воспользоваться руководством по эксплуатации или литературными источниками [11].
Для нашего примера
1.9.1. Установка длины хода долбяка
Длину хода устанавливают путём перемещения пальца 1 кривошипа (рис.7). Длина хода зависит от ширины нарезаемой шестерни и выхода долбяка. Выход долбяка в верхнем и нижнем положениях должен быть одинаков.
Величина выхода долбяка должна быть не менее 1,5 мм при частоте ходов 400 и 700 и от 1,5 до 2,00 мм при частоте двойных ходов долбяка 1200 и 2000.

Рис. 6. Гидравлическая схема
1.9.2. Установка хода долбяка относительно заготовки.
После закрепления заготовки на столе и установки длины хода долбяка необходимо проверить правильность верхнего и нижнего положения долбяка относительно заготовки.
Для этого необходимо освободить винт 8 (рис.7) и вращать валик-шестерню 10. При этом рейка 9 будет перемещаться и вращать зубчатый сектор 3, который сообщит перемещение шпинделю 2. По окончании регулирования верхнего и нижнего положений долбяка, винт 8 необходимо надёжно закрепить.
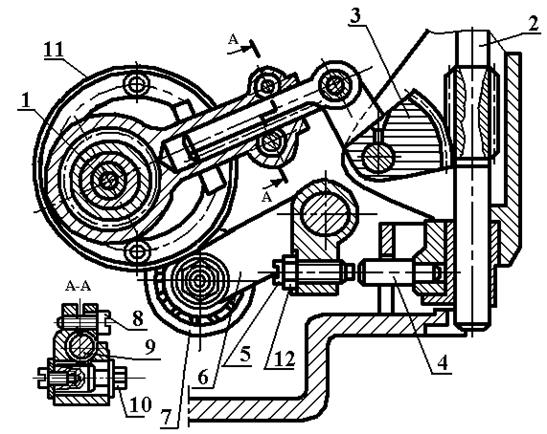
Рис. 7. Эскиз кривошипно-шатунного механизма
1.9.4. Установка долбяка на глубину врезания (рис.8)
Глубина врезания в зависимости от модуля, обеспечивается за счёт вращения кулачков подачи. На станке смонтированы в блоке два кулачка подачи: однопроходной и двухпроходной (рис.4 позиции 12 и 13; рис.5 а, б). При относительно высокой твёрдости материала, максимальном модуле и низкой шероховатости обработки применяется двухпроходной кулачок.
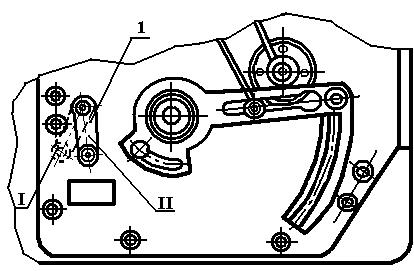
Рис. 8. Эскиз механизмов переключения кулачков подач
и натяжения ремня
Для установки одно- или двухпроходного кулачка необходимо повернуть рукоятку 1 (рис.8) и зафиксировать в необходимом положении. Таким образом, ролик стола может быть в контакте только с одним кулачком подачи.
1.9.4. Регулирование отвода инструмента от заготовки
(рис.9)
Отвод долбяка от заготовки в период обратного хода долбяка осуществляется кулачком 43 (рис.4) закреплённым на валу кривошипно-шатунного механизма XIII. В контакте с кулачком находится ролик 44 закреплённый на двухплечем рычаге XIV (рис.4).
Устанавливаем штоссель в положение соответствующее началу резания и подтягиваем винт 1 (5) (в скобках позиция на рис.7) двухплечего рычага 8 (6) к упору 3 (4) в корпусе (7 ) штосселя (2) к планкам стойки 5.
Далее перемещаем штоссель (2), вращая вал кривошипа-шатунного механизма 10, на котором установлен кулачёк подвода и отвода штосселя 11(11), за шкив 9, до положения соответствующего холостому ходу.
При этом корпус штосселя должен отойти от планок стойки под действием пружин 4. Если корпус штосселя не отходит от планок стойки, производится подтяжка пружин посредством винтов 6.
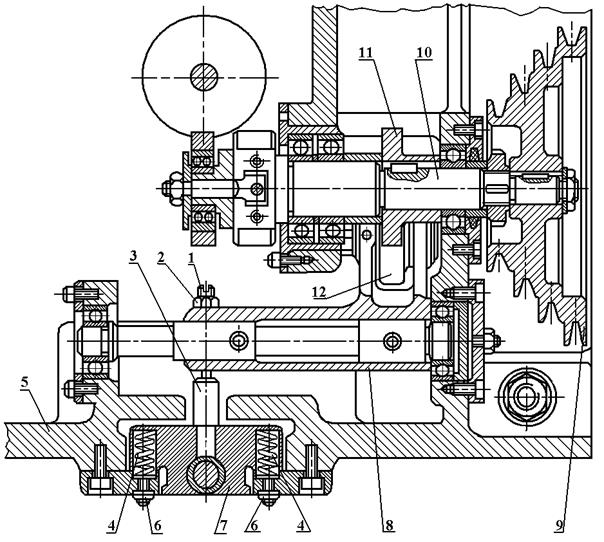 Рис. 9. Эскиз механизма отвода долбяка от заготовки
Рис. 9. Эскиз механизма отвода долбяка от заготовки
Во время регулировки необходимо следить за тем, чтобы ролик (подшипник) 12 (7) всё время был в контакте с кулачком 11 (11). Величина отвода штосселя должна быть в пределах 0,05-0,07 мм.
После регулировки, регулирующий винт 1 (5) необходимо застопорить гайкой 2 (12).
1.9.5. Регулирование момента выключения двигателя главного движения в конце обработки нарезаемого колеса
Рабочее положение кулачков можно установить с помощью пусковой рукоятки 8 (рис.10), в момент, когда электроцепь разомкнута, т.е. предыдущий цикл окончен. Вращая рукоятку по часовой стрелке ставят нулевое положение (рис.11), а затем против часовой стрелки поворачивают до заранее установленного упора 1 (рис.11) на шкале 2 кронштейна. Нулевое положение на шкале 2 соответствует нулевому положению ролика 3 на кулачке 4, т.е. моменту окончания предыдущего цикла, упор 1 устанавливается на то деление шкалы 2, которое соответствует нарезаемому модулю.
При повороте рукоятки 8 (рис.10) по часовой стрелке кулачок 4 (рис.11) не вращается.
После установки рукоятки в требуемое положение необходимо установить долбяк в крайнее положение.
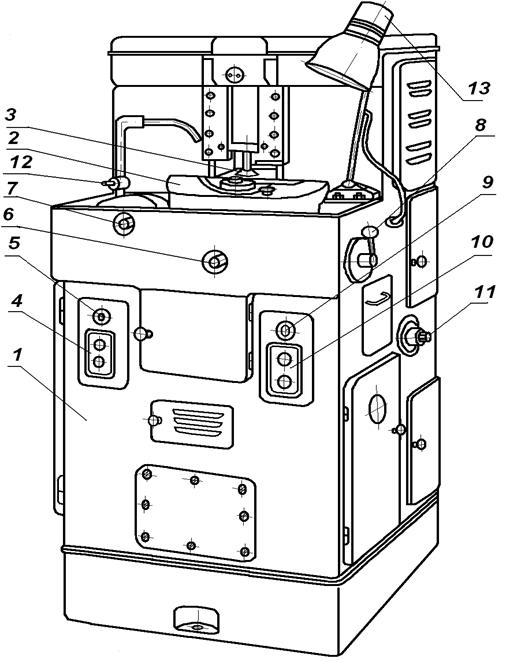
Рис.10. Эскиз общего вида станка
При выполнении пункта 1.11 необходимо привести описание последовательности наладки оборудования.
1.11.1. Описать последовательность использования органов управления станком для обеспечения его рабочего состояния, воспользовавшись рисунком 10 и таблицей 4.
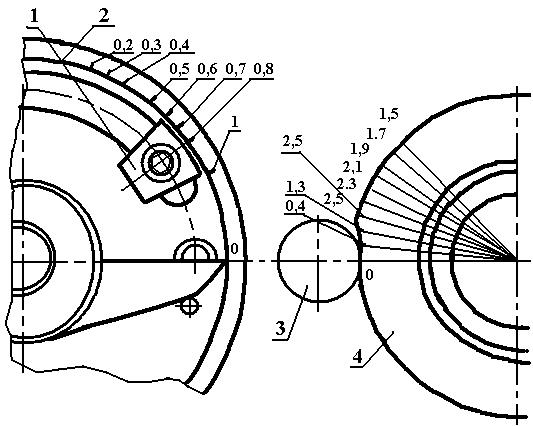
Рис. 11. Рабочее положение кулачка
1.11.2. Последовательность наладки станка по руководству к станку.
Наладку станка необходимо производить в следующем порядке:
- установка долбяка;
- выбор оправки и крепление заготовки;
- установка и проверка оправки;
- установка и проверка заготовки;
- установка частоты двойных ходов долбяка;
- установка длины хода долбяка;
- установка хода долбяка относительно заготовки;
- установка долбяка на глубину врезания;
- настройка гитары деления;
- настройка сменных зубчатых колёс радиальных подач;
- пробный пуск станка.
Кроме этого, предусматриваются дополнительные случаи наладки:
- вторичная установка обрабатываемого колеса;
- нарезание зубчатых колёс с внутренним зацеплением;
- нарезание зубчатых колёс с винтовыми зубьями.
Таблица 4 – Перечень органов управления станком
| № позиции | Наименование |
| Станина Стол Долбяк Кнопочная станция пуска и остановки двигателя гидропривода и охлаждения Сигнальная лампа Квадрат ручного перемещения стола Квадрат ручного вращения шпинделя стола Пусковая рукоятка Выключатель местного освещения Кнопочная станция пуска и остановки двигателя главного движения Квадрат натяжения ремня Кран охлаждения Лампа освещения |
1.11.2.1. Выбор и установка долбяка
При выборе типа долбяка нужно руководствоваться следующим:
Дисковые долбяки применяют тогда, когда диаметр бурта закрытого венца не превышает 4-5 модулей, а при большем диаметре бурта используют чашечные долбяки. Желательно выбирать долбяк с числом зубьев, не равным и не кратным числу зубьев нарезаемого колеса.
Диаметр делительной окружности долбяка выбирают минимально возможным, что увеличивает прочность долбяка и обеспечивает плавную работу станка и инструмента.
При меньшем диаметре делительной окружности долбяк несколько раз поворачивается в процессе зубодолбления, вследствие чего несколько снижаются погрешности обработки колеса.
Следует учитывать то, что при значительном уменьшении диаметра долбяка может исказиться профиль нарезаемых зубьев и значительно снизится стойкость долбяка вследствие сокращения числа режущих зубьев.
Радиальное и торцовое биение долбяка на шпинделе станка должно быть не более 10 -15 мкм. Допуск на посадочное отверстие долбяка должен быть не более 5-8 мкм.
Долбяки, применяемые на станке, могут быть хвостовые и насадные. Хвостовые долбяки 3 устанавливаются непосредственно в конусное отверстие штосселя 1 (рис.12 а), а насадные долбяки 4 устанавливаются на специальной оправке 2 (рис.12 б). Оправка и долбяк имеют хвостовик с размерами конуса Морзе №1. Посадочное место оправки под насадку долбяка имеет диаметр 12,7-0,003 мм.
1.11.2.2. Установка заготовки
При установке заготовки следует тщательно протереть отверстие в шпинделе и посадочные поверхности оправки для заготовки. Несоосность посадочных поверхностей оправки не должна превышать 10 мкм.
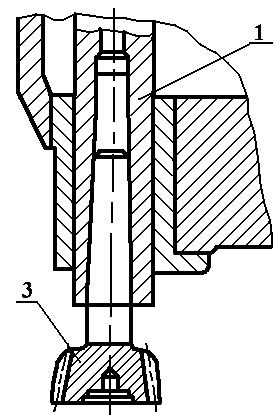
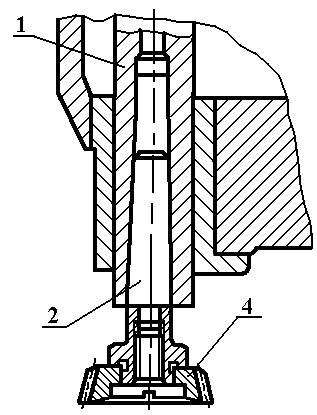 Рис. 12. Установка долбяка (инструмента)
Рис. 12. Установка долбяка (инструмента)
Заготовка центрируется оправкой 2 с гидравлическим зажимом (рис.13 а, б) и опирается на подставку 1 имеющую точно обработанные торцовые поверхности, с допуском на параллельность их 0,003 мм на длине 100 мм. Между отверстиями подставки и оправкой обязателен зазор. Сверху заготовка прижимается через специальную шайбу 3. Подставка и прижимная шайба должны иметь такие размеры, которые бы не препятствовали работе долбяка, т.е. диаметры их должны быть меньше диаметра окружности впадин зубьев заготовки (рис.13 а). При гидравлическом зажиме изготавливается специальная подставка 1, оправка 2 и быстросъёмная шайба 3 (рис.13 б).
Биение оправки не должно превышать 0,005 мм на расстоянии 50 мм от поверхности стола.
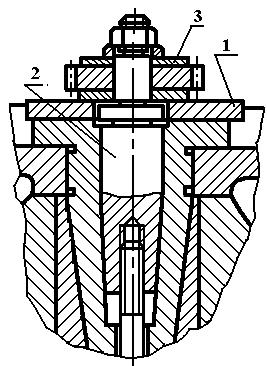
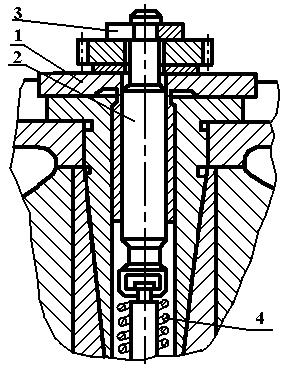
Рис. 13. Эскизы установки и закрепления заготовки
1.11.2.3. Назначение режимов резания
При назначении режимов резания круговую подачу и скорость резания выбирают в зависимости от вида обработки (черновая или чистовая), от размеров нарезаемого колеса и выбранного долбяка, от обрабатываемого материала и мощности станка.
При черновом зубодолблении круговую подачу выбирают в пределах 0,25-0,5 мм /дв. ход (при обработке стальных и чугунных заготовок), скорость резания – от 10 до 26 м/мин.
При чистовой обработке стальных заготовок круговая подача составляет 0,1-0,35 мм/дв. ход; скорость резания 20-33 м/мин, а для чугунных колёс до 45 м/мин.
Если зубодолбление осуществляется за несколько проходов, то круговая подача увеличивается на 20%.
Радиальная подача принимается равной 0,1-0,25 круговой.
1.11.2.4. Нарезание зубчатых колёс внутреннего зацепления
Для переналадки станка с обработки колёс с внешним зацеплением на обработку колёс с внутренним зацеплением необходимо переместить стол с заготовкой за центр долбяка и изменить направление вращения заготовки. Это осуществляется посредством установки паразитного колеса на кронштейне червяка делительной пары стола.
Вся остальная наладка производится аналогично наладке для обработки зубчатых колёс с наружными зубьями.
1.11.2.5. Нарезание зубчатых колёс с винтовыми зубьями
В этом случае устанавливают копиры с винтовыми направляющими, которые сообщают долбяку дополнительное вращение. В результате вращательного и возвратно-поступательного движения зубья долбяка будут перемещаться по винтовой линии, угол наклона которой должен быть равен углу наклона винтовой линии зубьев нарезаемого колеса на делительном цилиндре.
Если Т и Ткп – шаги винтовой линии нарезаемых зубьев и копира, а b - угол наклона винтовой линии зуба, то:
или

Расчётные перемещения, установленные для нарезания прямозубых колёс, остаются теми же и при нарезании косозубых колёс.
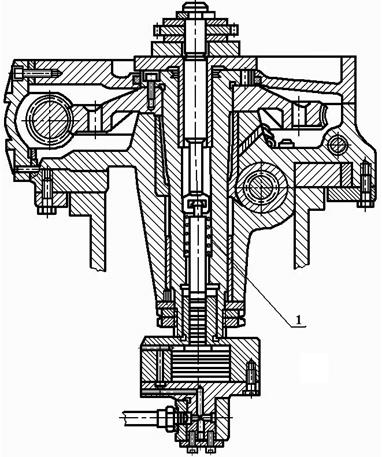
Рис. 14. Эскиз гидрозажима
При окончании полной обработки зубчатого колеса электродвигатель привода главного движения автоматически выключается вне зависимости от того, за сколько проходов эта обработка производилась. Выключение производится при помощи конечного выключателя, связанного через штифт с диском 26 вала радиальной подачи VIII (рис.4). В это же время прерывается электрический ток в обмотке магнита золотника 6 (рис.6) и под действием пружины произойдёт переключение потока жидкости.
При выключенном электромагните масло подаётся в левую полость цилиндра 7, и стол отойдёт в исходное положение, благодаря чему долбяк не мешает съёму детали. Масло из правой полости цилиндра 7 и цилиндра зажима заготовки 8 по маслопроводам 18, 19 и 20 через полость корпуса золотника 6 и маслопровод 21 сольётся в резервуар, а пружина 4 (рис.8), 1 (рис.14), смонтированная в шпинделе стола, поднимает оправку вверх и освободит заготовку.
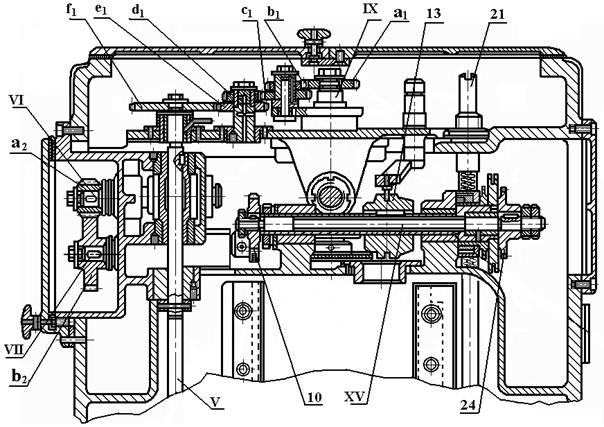 Рис. 15. Эскиз механизмов станины
Рис. 15. Эскиз механизмов станины
2.5.14. Наладка механизмов станины (рис.15)
В станине смонтированы следующие механизмы: механизм радиальных подач, механизм ручного поворота кулачков радиальных подач, гитара деления, стол, перемещающийся по стальным направляющим, привинченным к станине.
Позиции на рисунке 15 соответствуют позициям на рисунке 4.
При выполнении пункта 2. необходимо использовать [12,13]. В этом пункте должна быть составлена таблица контроля показателей наладок.
При выполнении пункта 3 необходимо использовать[14].
В этом разделе должны быть приведены схемы блокировок (с их описанием), а также элементы, обеспечивающие безопасную работу на станке и места присоединения заземлений.
ЛИТЕРАТУРА
1. Интернет ресурсы (за последние 10 лет).
2. Периодическая литература библиотеки ГГТУ (за последние 10 лет).
3. Материалы, технология, инструмент (за последние 10 лет)
4. Справочник технолога – машиностроителя. В 2-х т. Т.1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1985.- 656с.
5. Обработка металлов резанием.: Справочник технолога. Под ред. Мона-
хова.- М. Машиностроение, 1975.- 687с.
6. Обработка резанием.: Справочник технолога / А.А.Панов и др. Под общ. ред. А.А.Панова. – М.: Машиностроение, 1988. – 736с.
7. Общемашиностроительные нормативы режимов резания. – М., 1986 –90г.
8. Прогрессивные режущие инструменты и режимы резания металлов / В.И. Баранчиков и др.; Под общ. ред. В.И. Баранчикова. – М.: Машиностроение, 1990 – 400 с.
9. Режимы резания труднообрабатываемых материалов: Справочник /Я.Л.Гуревич и др. – М.: Машиностроение, 1981.-240с.
10. Справочник технолога машиностроения. В 2-х т. Т.2./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение – 1986.-496с.
11. Металлорежущие станки
12. ГОСТ 22267-76. Станки металлорежущие. Схемы и способы измерений геометрических параметров.
13. ГОСТы (по видам станков). Нормы точности и жесткости.
14. ГОСТ 12.2.009 – 80. Станки металлообрабатывающие. Общие требования безопасности.