Електрична дуга
Відкрита у 1802 р. проф. В.В. Петровим.
Електрична дуга (рисунок 1.11) являє собою встановлений вільний електричний розряд в іонізованій суміші газів і парів речовин, що входять у склад електроду, електродного покриття і флюсу. Електропровідність міжелектродного проміжку обумовлена рухом заряджених частинок - електронів і іонів. Заряджені частинки у дуговому проміжку виникають за рахунок емісії електронів з поверхні електродів і іонізації газу. Необхідною умовою електричного дугового розряду є генерація заряджених частинок в кількості, достатній для існування дуги.
Зварювальна дуга складається з трьох зон: катодної області, стовпа і анодної області.
Довжина катодної області дуже малою і співмірною із довжиною вільного пробігу іона: lкат=10-4…10-5 см. Катод емітує електрони як за рахунок нагрівання його поверхні (термоелектронна емісія), так і в результаті створення біля його поверхні електричного поля високої напруги (автоелектронна емісія). Крім того, електрони і іони утворюються у самій катодній зоні завдяки термічній іонізації нейтрального газу. Біля поверхні катоду утворюється об’ємний позитивний заряд. Катодне падіння напруги Uкат=5…25 В на невеликій довжині катодної зони обумовлює значення градієнта потенціалу у цій зоні 105 В/см.
Заряджені частинки в стовпі дуги з’являються з анодної і катодної областей, а також виникають в ньому за рахунок термічної іонізації нейтральних частинок. Зварювальним струмом вважають струм провідності, обумовлений впорядкованим рухом вільних електронів і іонів.
При цьому електронна складова струму в сотні разів більша ніж іонна. Довжина стовпа дуги lст складає 1…40 мм, зниження напруги Uст сягає 40 В, напруженість поля у ньому 10…40 В/см.

|
| Рисунок 1.11 - Модель зварювальної дуги і розподіл потенціалу по її довжині: lд- поточне значення довжини дуги |
Протяжність анодної області співмірна з довжиною вільного пробігу електрона: lан =10-3…10-4 см, тому при анодному зниженні Uан = 2…10 В градієнт напруги складає 104 В/см, тобто нижче, ніж в катодній області. Біля поверхні анода спостерігається об’ємний від’ємний заряд.
Оскільки протяжність приелектродних зон мала у порівнянні з довжиною стовпа, то довжину дуги рахують рівною довжині стовпа:
 (1.2)
(1.2)
Відмінність фізичних процесів, що протікають в приелектродних областях в стовпі дуги, пояснює різкі зміни потенціалів при переході із зони в зону.
Температура плазми в стовпі дуги досягає 6000…7000°С, тому процес зварювання починається відразу, як тільки збуджується дуга. Цим обумовлені висока швидкість плавлення електрода і основного металу і, як наслідок, висока продуктивність зварювання.
Баланс теплоти яка виділяється розподіляється наступним чином: на анод припадає близько 43%, на катод 36% і на зварювальну дугу 21%. На електроді-аноді виділяється енергії на 20% більше, ніж на електроді-катоді. Тому якщо при зварюванні необхідно збільшити кількість металу, що розплавляється і глибину проплавлення, то зварювання ведуть на прямій полярності, підключаючи деталі до аноду.
Статична вольт-амперна характеристика дуги в координатах U – I (рисунок 1.12) має складну залежність, тобто активний опір дуги змінюється зі зміною струму. На характеристиці виділяють три ділянки: спадаючу І, жорстку ІІ, і зростаючу ІІІ. Опір дуги на її спадаючій ділянці від’ємний (<0), на жорсткій рівний нулю і на зростаючій - додатній (>0).
Опір дуги при зафіксованих її значеннях Uд і Ід в точці А чисельно рівний тангенсу кута αд між дотичною до кривої графіка в цій точці і віссю Ід.
В малопотужних дугах (ділянка І) зі зростанням струму збільшується площа перерізу стовпа дуги, що призводить до зниження густини струму, а згодом і до зменшення загальної напруги дуги. Така спадаюча характеристика спостерігається при зварюванні неплавким електродом і ручному зварюванні покритим електродом.

|
| Рисунок 1.12 - Статична вольт-амперна характеристика дуги |
При подальшому зростанні струму пропорційно збільшується і площа стовпа. Густина струму при цьому залишається відносно постійною, тому і напруга дуги не змінюється зі зростанням струму. Характеристика на ділянці ІІ жорстка, вона спостерігається при зварюванні покритим електродом і механізованому зварюванні під флюсом. Межа між ділянками І і ІІ при різних способах і умовах зварювання відповідає значенню ~100 А.
Зростаюча ділянка ІІІ спостерігається при такому струмі, коли дуга вже зайняла всю торцеву площу електрода. Тому зі зростанням струму пропорційно збільшується його густина і напруга. Зростаюча характеристика спостерігається при механізованому зварюванні під флюсом і особливо при зварюванні в диоксиді вуглецю. Межа між ділянками ІІ і ІІІ відповідає густині струму 100 А/мм2.
При збільшенні довжини дуги графік залежності зміщується вверх, а при збільшенні діаметра електрода межа між жорсткою і зростаючою ділянками – вправо.
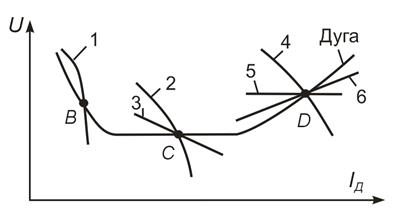
Стійкість горіння дуги досягається підбором електричних характеристик дуги і її джерела живлення (рисунок 1.13). Поєднання електричної характеристики дуги і джерела живлення дозволяє знайти в точці їх перетину умови (U і Ід) стійкої роботи. При використанні дуги на початковій ділянці її характеристики в точці В, де диференціальний опір дуги від’ємний (ρд<0), характеристика джерела І повинна бути круто спадаючою (ρд<<0) для отримання додатного значення коефіцієнта стійкості ky=(ρд-ρн)>0. При використанні дуги на жорсткій ділянці її характеристики (ρд=0) у точці С характеристика джерела може бути і крутою 2, і пологою 3, але обов’язково падаючою (ρн<0). Якщо дуга має зростаючу характеристику в точці D (ρд>0), то для забезпечення стійкості джерело повинно мати падаючу 4 (ρи<0), жорстку 5 (ρи=0) і навіть полого зростаючу 6 (ρд>0) характеристику, якщо ρд>ρи. Найбільшим запасом в точці D володіє система з джерелом, що має характеристику 4, оскільки при цьому коефіцієнт ky максимальний.
|
| Рисунок 1.13 - Схема вибору характеристики джерела живлення в залежності від характеристики дуги |
Інерційність джерела живлення визначається часом, на протязі якого сила струму досягає значення 0,63 від струму насичення після ввімкнення джерела.
Плазма
Плазмовий струмінь являє собою рухомий газ, в якому значна частина атомів іонізована, а концентрація електронів і негативних іонів рівна концентрації позитивних іонів.
Плазмовий струмінь отримують переміщенням газу через електричну дугу і стисканням цієї дуги. Стискання перерізу струменю виконують водоохолоджуваним соплом або магнітним полем. При такому стисканні різко зростає температура газу і значно підвищується напруга дуги.
Молекули плазмоутворюючого газу при нагріванні дисоціюють (розпадаються на атоми), а атоми іонізуються (втрачають електрони). Такий процес (таблиця 1.8) вимагає затрат енергії. При охолодженні такого газу спостерігається зворотний процес рекомбінації молекул з виділенням енергії рівній енергії їх дисоціації і іонізації атомів. Сукупність цих процесів принципово відрізняє плазмовий нагрів від інших видів нагріву. В якості плазмоутворюючих газів використовують аргон, азот, аміак, водень і гелій. Двоатомні гази (наприклад, азот) володіють більшою ентальпією, ніж одноатомні (наприклад, аргон), при однаковій температурі.
Таблиця 1.8 - Енергія дисоціації молекул і іонізації атомів різних газів
| Елемент | Енергія дисоціації молекули, еВ | Енергія іонізації атома, еВ* | |
| І | ІІ | ||
| Аргон Водень Гелій Азот | - 4,777 - 9,760 | 15,755 13,595 24,580 14,54 | 27,620 - 54,400 29,605 |
* В графі I приведені значення енергії, необхідної для відриву одного електрону, у графі II – те ж для відриву двох електронів
Плазмовий струмінь відносять до потужних теплових джерел, які забезпечують інтенсивність введення тепла, набагато вищу швидкості тепловідведення. Густина енергії в плазмовому струмені в 10…50 разів вища, ніж в електричній дузі.
Висока іонізація плазми обумовлює температуру струменю, рівну 12…20 тис. К. Плазма володіє доброю електропровідністю, високою швидкістю протікання, в окремих умовах перевищуючій швидкість звуку.
Плазмове джерело тепла використовують для зварювання, наплавлення, різання, паяння і термообробки як металічних, так і неметалічних (скла, кераміки і ін.) матеріалів.
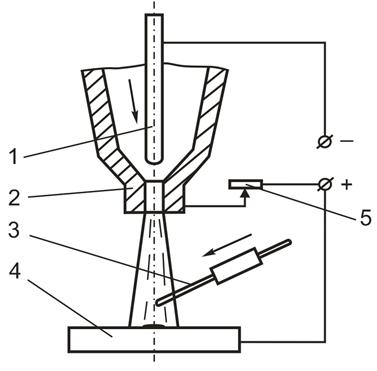
Схема плазмового генератора, що служить для наплавлення матеріалів, наведена на рисунку 1.14.
|
| Рисунок 1.14 - Схема плазмового генератора: 1 - електрод-катод; 2 - сопло; 3 - матеріал (дріт або пруток); 4 - відновлювана деталь; 5 – реостат |
Між вольфрамовим катодом і деталлю виникає дуга, через яку продувають плазмоутворюючий газ (наприклад, азот або аргон). Напруга може бути прикладена і до мідного охолоджуваного водою аноду. Струмінь стискається стінками аноду і струменями газу, який рухається, що викликає утворення плазми. Тепло плазмового струменю витрачається на нагрівання відновлюваної поверхні і матеріалу, що наноситься.
Гнучкість плазмового нагрівання обумовлена використанням великої потужності дуги при невеликій кількості матеріалу, що подається, або без нього, наприклад, у випадку плазмового зміцнення – гартування.
Розподіл теплового потоку q(r) по радіусу поверхні, яка нагрівається, визначається по формулі
 , (1.3)
, (1.3)
де qmax – найбільший тепловий потік в центрі плями нагрівання, Дж/см2·с;
k – коефіцієнт зосередження потоку тепла, см2;
r – відстань від осі джерела, см.