Полуавтоматическая и автоматическая дуговая наплавка
Для наплавки применяются все основные способы механизированной дуговой сварки – под флюсом, в среде защитных газов и самозащитными проволоками и лентами.
При наплавке под флюсом (проволокой, лентой и др.) (рис.8.1, д, е) дуга скрыта под слоем гранулированного флюса, предварительно насыпанного на поверхность основного металла. Для наплавки под флюсом применяют электроды в виде одной или нескольких проволок диаметром 1 – 6 мм или электродной ленты толщиной 0,4 – 1,0 мм и шириной 20 – 100 мм. Расплавленный шлак надежно изолирует жидкий металл от газов воздуха, способствует сохранению теплоты дуги. После затвердевания металла образуется наплавленный валик, покрытый шлаковой коркой и нерасплавленным флюсом. Остывшую шлаковую корку удаляют. С помощью наплавки под флюсом можно наносить слой металла почти любого химического состава толщиной от 2 мм и более. Данный процесс применяют при наплавке цилиндрических поверхностей, а также всевозможных плоских деталей и изделий криволинейной формы (лопастей гидротурбин).
Процесс наплавки под флюсом отличается большой универсальностью, широкими возможностями легирования металла наплавленного слоя и повышенной производительностью труда.
Широкое распространение получила электродуговая наплавка лентой. Дуга на торце ленты (рис. 8.1, е) циклически перемещается от одной кромки к другой в зависимости от тока и ширины ленты со скоростью 1 – 4 м/с. Вследствие перемещения дуги получается рассеянное тепловложение в основной металл, что снижает глубину проплавления основного металла и долю его в наплавленном до 10 – 15 %.
На рис.8.2 приведены некоторые примеры, характеризующие пути повышения производительности труда и качества при наплавке под флюсом. Наибольшее распространение получили способы многоэлектродной и многодуговой наплавки.
Суть способа многоэлектродной электродуговой наплавки под флюсом заключается в том, что дуга автоматически возникает на торце то одного, то другого электрода, расположенных на определенном расстоянии друг от друга и имеющих один общий токоподвод. Дуга, перемещаясь с одного электрода на другой, приводит к попеременному плавлению электродов, чем обеспечивается малая глубина проплавления при высокой производительности процесса.
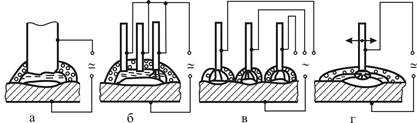
Рис.8.2. Способы наплавки под флюсом: а – электродной лентой; б – многоэлектродная; в – многодуговая; г – поперечным колебанием электрода
При многоэлектродной наплавке вследствие перемещения дуги с одного электрода на другой длительность ее горения на одном из электродов значительно меньше, чем при одноэлектродной. Это уменьшает длительность воздействия дуги на расплавленный металл ванны в определенном ее месте. В результате уменьшаются глубина кратера и проплавление основного металла.
Вибродуговая наплавка под флюсом. Стремление сохранить хорошие качества наплавки, получаемой под слоем флюса, и уменьшения остаточных деформаций привело к использованию вибрации электрода при наплавке, что обеспечивает надежное зажигание и горение дуги при весьма низких параметрах режимов. В сочетании с охлаждением наплавляемой детали данный способ дает существенное снижение остаточных деформаций при высоких механических свойствах.
Схема устройства для наплавки валов небольшого диаметра таким способом показана на рис. 8.3. Флюсоудерживающее приспособление 2 крепится к сварочной головке и перемещается вместе с ней. Для лучшего отделения шлака и охлаждения наплавляемой детали устанавливают охладитель 3, подающий сжатый воздух.
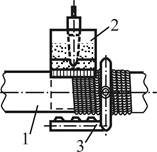
Рис.8.3. Схема вибродуговой наплавки под флюсом
Основные преимущества наплавки под флюсом: универсальность; высокая производительность; возможность получения наплавленного металла практически любой системы легирования; малые потери электродного металла; отсутствие излучения дуги.
Основные недостатки: большое проплавление основного металла, особенно при наплавке проволоками; невозможность визуального наблюдения за формированием валиков; необходимость использования различных флюсоудерживающих и формирующих устройств; невозможность выполнения наплавки в пространственных положениях, отличных от нижнего; затрудненность удаления шлаковой корки при наплавке деталей малого диаметра и глубоких внутренних поверхностей.
Наплавка в среде защитных газов. Среди способов наплавки в среде активных защитных газов наибольшее распространение получила наплавка плавящимся электродом в среде дешевого и недефицитного углекислого газа. Этот способ позволяет наносить на детали небольших диаметров слои толщиной 0,5 – 3,5 мм высокого качества при высокой производительности. К недостаткам следует отнести повышенное разбрызгивание металла (до 15 %), необходимость применения специальной легированной проволоки для получения слоев высокого качества.
Перспективна наплавка в среде различных газовых смесей (12 % СО2 и 88 % Ar; 3 % О2 и 97 % Ar и др.). Этот способ дает возможность получать слои с высокими механическими свойствами, особенно по сопротивлению усталости и ударной вязкости.
Наплавку в среде инертного газа осуществляют неплавящимся и плавящимся электродами.
Для наплавки неплавящимся электродом в качестве неплавящихся электродов используются угольные (графитовые) стержни диаметром 5 – 40 мм и вольфрамовые прутки. При этом присадочный металл вводят в зону дуги в виде проволоки (прутка) или в виде порошка. При наплавке угольным (графитовым) электродом наплавочные порошки насыпают на наплавляемую поверхность, а затем расплавляют (см. рис.8.1, а). Наплавленный металл отличается невысоким качеством вследствие окисления легирующих элементов, образования пор, неметаллических включений и других дефектов. Наплавка вольфрамовым электродом в среде инертного газа характеризуется тем, что дуга, за счет теплоты которой происходит плавление наплавочного присадочного металла, возникает между основным металлом и вольфрамовым электродом (см. рис. 8.1, в). Процесс аргонодуговой наплавки, сходный с газовой наплавкой, протекает в условиях подачи наплавочного прутка и его плавления дугой.
Применение механизированных средств подачи наплавочного материала с постоянной скоростью позволяет осуществлять наплавку в автоматическом или полуавтоматическом режиме. Инертный газ хорошо защищает зону наплавки от воздушной атмосферы, поэтому данный способ особенно эффективен при наплавке цветных металлов, высоколегированных сталей и других материалов, чувствительных к окислению и азотированию. При этом используется широкая гамма наплавочных материалов и формируется наплавленный металл высокого качества. Стабильная дуга колоколообразной формы образуется в широком диапазоне силы тока, что обусловливает получение ровного валика наплавленного металла с гладкой поверхностью. Этот способ уступает наплавке плавящимся электродом по производительности из-за высокой концентрации энергии и низкой эффективности использования теплоты дуги.
Наплавка плавящимся электродом в среде защитного газа (см. рис. 8.1, г) характеризуется тем, что дуга возникает между основным металлом и электродным наплавочным материалом. Наплавка протекает в условиях автоматической подачи электродной проволоки. В качестве защитного газа чаще всего используют аргон, хотя при работе в среде чистого аргона дуга теряет стабильность при наплавке любого материала, кроме алюминиевых сплавов. С целью стабилизации дуги при наплавке стали к аргону добавляют до 20 % кислорода или углекислого газа, что существенно влияет на процесс наплавки. Поэтому задача получения наплавленного металла с заданными свойствами требует тщательного выбора состава защитного газа.
Дуговая наплавка самозащитными порошковыми проволоками и лентами в настоящее время получила большое распространение. Стабилизация дуги, легирование и защита расплавленного металла от азота и кислорода воздуха обеспечивается за счет соответствующих компонентов сердечника электродного материала. При этом газо- и шлакообразующие компоненты составляют 10 – 12 % массы проволоки или ленты (рис.8.4). Такая наплавка перспективна при упрочнении деталей сложной формы, когда наплавка их под слоем флюса затруднительна.
При плавлении такой проволоки легирующие элементы шихты и металла оболочки переходят в шов, образуя наплавленный металл. Наплавленный валик покрывается тонким слоем шлака, достаточным для защиты от воздействия воздуха и не требующим удаления при многослойной наплавке. Порошковые проволоки с внутренней защитой для автоматической и механизированной наплавки изготовляют диаметрами: 1,6; 2,0; 2,5; 2,8; 3,0; 3,2 мм.


Рис. 8.4. Конструкции порошковых проволоки Рис.8.5. Схема электрошлаковой наплавки
(а) и ленты (б)
При наплавке крупных деталей вместо порошковой проволоки используется близкая по составу порошковая лента, что дает дополнительный выигрыш в производительности.