ЭЛЕМЕНТЫ ВИСЯЧИХ И ВАНТОВЫХ МОСТОВ
ИХ КОНСТРУКЦИЯ И МАТЕРИАЛЫ
К основным элементам мостов обычно относят:
– кабели висячих мостов;
– ванты вантовых мостов;
– концевые крепления или анкеры кабелей и вант;
– пилоны мостов;
– балки жесткости мостов.
7.1. Кабели висячих мостов
Кабели являются главными несущими элементами висячего моста, поддерживая с помощью подвесок балку жесткости, они передают усилия на пилоны. Кабели могут быть двух типов:
– из витых канатов заводского изготовления (рис. 7.1);
– из параллельных проволок (рис. 7.2).
а)  б)
б)  в)
в)  г)
г) 
д)  е)
е)  ж)
ж)  з)
з) 
Рис. 7.1. Кабели из витых канатов
(канаты закрытые несущие д, е – с одним слоем зетобразной проволоки и сердечником,
ж, з – с двумя слоями зетобразной проволоки и сердечником)
а) 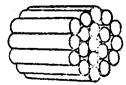 б)
б)  в)
в)  г)
г) 
Рис. 7.2. Кабели из параллельных проволок
Кабели из витых канатов заводского изготовления (рис. 7.1) разделяют на:
– витые спиральные канаты одинарной свивки (рис. 7.1 а), образуются только из круглых проволок, оси которых имеют в пространстве форму простой спирали. Максимальный диаметр канатов достигает 30 мм, Ек » (1,5 … 1,7)´105 МПа;
– витые спиральные канаты двойной свивки (многопрядные) (рис. 7.1 б), образуются из спиральных канатов небольшого диаметра (прядей), одна прядь (сердечник) в центре, остальные по спиральным линиям. Максимальный диаметр этих канатов достигает 45 мм, разрывное усилие 96 тс, Ек » (1,3 … 1,5)´105 МПа.
В зарубежной практике спиральные канаты изготавливают диаметром до 100 мм, (8 … 9 концентрических слоев проволок), их разрывное усилие достигает 900 тс.
Витые спиральные канаты отличаются рыхлой структурой, наличием большого количества пустот (25 … 42%), что способствует проникновению в пустоты воды и развитию коррозии проволок, вследствие чего такие канаты, как правило, используют только во временных сооружениях. Кроме того, для них характерна заметная ползучесть (вытягивание) под постоянной нагрузкой, что приводит к удлинению каната и чрезмерным прогибам пролетных строений.
– закрытые канаты (рис. 7.1 в, г, д, е, ж, з), формируются с использованием в нескольких наружных слоях фасонных проволок клиновидного и зетобразного сечения.
Закрытые канаты обладают повышенной (в сравнении с витыми спиральными канатами) коррозионной стойкостью. Т.к. структура их витая они относительно гибкие и могут хорошо работать при перегибе. Максимальный диаметр таких канатов до 70 мм, Ек » (1,6 … 1,8)´105 МПа.
Для увеличения модуля упругости Ек канаты предварительно вытягивают в течении 1,5 … 2 часов усилием 50 … 60% от разрывного (нагрузкой в 1,5 … 2 раза превышающей расчетную). За счет снятия неупругих деформаций, уплотнения прядей величина Ек стабилизируется на уровне (1,75 … 1,85)´105 МПа. Полная относительная деформация ползучести канатов составляет на 1 м для невытянутых канатов 1,5 … 2 мм, для вытянутых – не более 0,3 … 0,5 мм.
Временное сопротивление витого каната в целом меньше суммарного временного сопротивления проволок составляющих канат на 5 … 20%.
Основные характеристики канатов заводского изготовления даны в табл. 7.1.
Таблица 7.1.
Канаты стальные закрытые несущие

В зарубежной практике закрытые канаты изготавливают диаметром до 120 мм, с разрывным усилием до 1400 тс.
Канаты, образующие кабель или ванты, могут располагаться свободно в одном горизонтальном ряду, в виде плотного прямоугольного пучка, шестигранного пучка или иначе см. рис. 7.3.

Рис. 7.3. Способы расположения канатов в кабелях и вантах
Удельный вес стальных канатов составляет около 7 т/м3.
На отечественных заводах закрытые канаты изготавливают:
а) по способу свивки: нераскручивающиеся (наружный слой фасонных проволок сохраняет свое положение после снятия перевязок с конца каната), обозначение – Н; раскручивающиеся (круглые и фасонные проволоки не сохраняют своего положения в канате после снятия перевязок с конца каната), обозначение – Р;
б) по направлению свивки: правого направления, левого направления – Л (причем, направление свивки каната определяется направлением свивки проволок наружного слоя);
в) по механическим свойствам проволоки: марки В – высокого качества, марки I – нормального качества, марки II (причем, для грузолюдского назначения применяют канаты только марки В);
г) по виду покрытия поверхности проволок: светлые – из светлой проволоки, оцинкованные – из оцинкованной проволоки – обозначение – ЛС.
Канаты изготавливают, как правило, с правым направлением свивки проволок наружного слоя, направление свивки проволок в двух верхних смежных слоях должно чередоваться (по заказу потребителя канаты могут изготовляться с левым направлением свивки). Длина шага свивки каната не должна превышать 10-кратного диаметра каната. Длина шага свивки сердечника точечного касания должна быть не более 11-кратного диаметра соответствующего свиваемого слоя, длина шага свивки сердечника линейного касания – не более 9-кратного диаметра сердечника (по заказу потребителя шаг свивки каната может быть увеличен до 12-ти кратного диаметра каната). Канат должен иметь по всей длине одинаковую кратность шага свивки.
В канатах не должно быть оборванных, перекрученных и заломанных проволок.
Поверхность каната не должна иметь выступающих или запавших проволок, поверхность проволок должна быть гладкой, без трещин и ржавчины; на проволоке не должно быть срезанных участков.
Диаметр центральных проволок в канатах с сердечником точечного касания должен быть толще основных на 0,2…0,4 мм.
При свивке каната проволоки должны иметь равномерное натяжение. Все проволоки в канате должны плотно прилегать к проволокам нижележащих слоев. Зетобразные проволоки в слое должны прилегать друг к другу, образуя соединения замком. Между фасонными проволоками допускается зазор, не нарушающий замка каната.
Проволоки каната соединяют посредством высокотемпературной пайки или контактной стыковой электросварки. В качестве припоя применяют латунь. Места соединений не должны быть хрупкими и утолщенными. Расстояние между местами соединений отдельных проволок, в каждом слое должно составлять не менее пяти шагов свивки.
Если длина кабеля превышает 500 … 600 м то его, делают из параллельных проволок (рис. 7.2).
Так как проволоки располагают по линиям, повторяющим очертание оси кабеля, в них не возникает дополнительных напряжений, как в витых канатах, поэтому кабели могут быть выполнены больших диаметров, и являются более жесткими. Модуль упругости кабеля – Ек у них не отличается от модуля упругости отдельной проволоки и может быть принят равным 1,85 … 2,1´105 МПа.
Однако прядение кабеля из параллельных проволок, обычно выполняемое на месте строительства, связано со значительными технологическими трудностями.
Исходным материалом для всех типов кабелей является высокопрочная стальная проволокадиаметром 2,5 … 7 мм с временным сопротивлением 1000 … 2400 МПа, которая в процессе изготовления подвергается специальной термической и холодной обработке, с одновременным нанесением на нее антикоррозионного покрытия (чаще всего цинкового).
К особенностям конструкции канатов из параллельных проволок можно отнести:
– разрывное усилие каната близко к разрывному усилию одной проволоки;
– отсутствие свивочных напряжений;
– высокая изгибная жесткость проволок;
– высокая усталостная прочность каната;
– канаты не допускают резких перегибов;
– сложность изготовления канатов;
– относительно низкая коррозионная стойкость (требуются специальные меры по защите от коррозии).
Для защиты любых канатов от атмосферных осадков применяется:
– оцинковка проволок (и др. гальванические покрытия);
– заполнение полостей между проволоками полимерным составом, синтетическим каучуком или цементным раствором (под большим 60 …80 атмосфер, давлением);
– пропитка каната растительным (льняным) или нефтяным маслом с добавкой графита (смесь должна попасть во все промежутки между проволоками);
– использование поливинилфторидных лент и полиэтиленовых труб (заполненных или незаполненных) (рис. 7.4);
– покрытие каната нейлоновой оболочкой усиленной стекловолокнистой сеткой;
– обмотка несколькими слоями стеклоткани с последующей обмоткой лентой из нержавеющей стали толщиной 0,5 мм (см. образец);
– применение покрытия в виде эпоксидной смолы с цинковым порошком;
– промазывание прядей кабеля водоустойчивой пастой из свинцового сурика с последующим окрашиванием (так было на Севернском мосту);
– окрашивание содержащими свинец красками.

Рис. 7.4 Защита подвесок моста через пролив Большой Бельт в Дании от коррозии
Защита канатов от коррозии
Основные несущие канаты новых сооружений по всей свободной длине, а также в зонах анкеровки должны быть оснащены, как минимум, двумя надежными системами защиты. Внутренний барьер – смазки, защитные чулки, эпоксидные или гальванические покрытия, должны полностью предохранять всю длину каната и участки анкеровки. Наружный барьер – неметаллические материалы, полиэтиленовые трубы, половинилфторидные ленты и другие обмоточные материалы.
В 1990-х годах специалисты компании DC Braun (Ди-Си Браун), создали эластомерную обмоточную ленту «кейблгард», применяемую как при ремонте, так и при возведении новых мостов.
Материал ленты экологически «чист» и не требует особой подготовки поверхности и очистки ее растворителями. Лентой можно обматывать оголенные канаты и канаты, защищенные полиэтиленовыми трубами. Лента состоит из трех слоев: полимер – армоткань – полимер. Полимер представляет собой соединение полиэтилена хлорсульфаната. Для придания требуемого цвета в состав материала коррозийной защиты включают светостойкие красители, благодаря чему отпадает необходимость окраски вручную. Номинальная толщина ленты 1,14 мм (±0,08 мм). Таким образом, при 50%-ном перехлесте ленты (при намотке) на канат толщина защитного покрытия составит приблизительно 2,28 мм. Ленту «кейбгард» можно наматывать на канат непосредственно поверх существующей покраски или на гальваническое покрытие. Для этого используют обмоточную машину. При обмотке лента натягивается с достаточно большим усилием, соответствующим относительному удлинению от 3 до 10 % . В первые сутки после обмотки ленту необходимо нагреть в течение 5 – 7 мин до температуры 150°С, чтобы спаять перехлест и обеспечить усадку ленты, благодаря чему произойдет обжатие каната. Несмотря на плотное обжатие каната в результате усадки ленты, она не приваривается к канату и не прилипает к нему, что в будущем обеспечивает возможность удаления ленты для осмотра каната.
Прочностные характеристики обмоточной ленты «кейблгард»: при испытании на мембранный разрыв – свыше 425 Н, при испытании на отрыв лоскута по методике стандарта АSTM D-751 – свыше 40 Н.