ИССЛЕДОВАНИЕ СВОЙСТВ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПОСТОЯННОГО ТОКА.
ИССЛЕДОВАНИЕ СВОЙСТВ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПОСТОЯННОГО ТОКА.
2009 г.
В методических указаниях приведено краткое описание дуги и ее основных электрических характеристик, методика экспериментального построения вольт-амперных характеристик дуги, методы расчета параметров электрической дуги постоянного тока и содержание отчета по лабораторной работе.
Методические указания предназначены для студентов специальности «Оборудование и технология сварочного производства» ГМТУ, выполняющих лабораторные работы по дисциплине «Источники питания».
ДМИТРИЕНКО
Валерий Павлович
МУРЗИН
Виктор Васильевич
ИССЛЕДОВАНИЕ СВОЙСТВ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПОСТОЯННОГО ТОКА.
1. ЦЕЛЬ РАБОТЫ
Цель работы – ознакомление с основными электрическими свойствами дуги постоянного тока, определяющими ее особенности как элемента электрической цепи и потребителя электроэнергии.
Рабочее задание:
1. Снять экспериментально статическую зависимость напряжения дуги постоянного тока от силы тока дуги Uд = f1 (Iд) (статическую вольтамперную характеристику дуги) при неизменной длине дуги Lд = const (значение Lд задается равным 2, 4 и 6 мм.).
2. По результатам измерений п.1 построить графики зависимостей от тока: напряжения на дуге Uд = f1 (Iд) статического сопротивления дуги Rд = f2(Iд), мощности дуги Рд = f3(Iд).
3. Снять экспериментально или построить по результатам измерений п. 2 зависимость Uд = f4(Lд)
4. Снять экспериментально зависимость разрывной длины дуги Lр = f5(Iд).
2. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Электрическая сварочная дуга в условиях сварки представляет собой мощный установившейся электрический разряд в ионизированной смеси газов и паров веществ, входящих в состав защитной атмосферы, электродной проволоки и основного.
На рис.1 представлено схематическое изображение электрической дуги и расположенных вдоль её оси областей. Справа: эквивалентная схема замещения на основе трёх последовательно соединённых активных сопротивлений.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой. Является очевидным, что плазма электропроводна. Под действием напряжения источника питания электроны перемещаются к аноду, а положительно заряженные ионы – к катоду. Подвижность электронов в электрическом поле на 3 порядка выше ионов и ток в дуге преимущественно электронный. Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, а протяженность приэлектродных зон значительно меньше (около 10-4 мм для катодной области, что сопоставимо с длиной свободного пробега электрона, и 10-3 мм для анодной, что примерно равно свободному пробегу иона), и очень высоким градиентом потенциала (до 104 В/мм для катодной области и до 103 В/мм для анодной). Экспериментально установлено, что для случая сварки падение напряжения в катодной области (Uкат) превышает падение напряжения в анодной области (Uaн): 12 – 20 В и 2 – 8 В соответственно.
Рис. 1. Строение электрической дуги и распределение потенциала по ее длине.
Катодная и анодная области дуги сопрягаются с поверхностями электродов через так называемые активные пятна, через которые проходит ток дуги. Иногда катодное активное пятно разделяется на 2 - 3 отдельных пятна. Плотность тока в катодном активном пятне оценивается между 1·10 – 3·102 A/мм2, что несколько выше, чем в анодном активном пятне, 1,5·10 – 3·10 A/мм2. Это отражается на площади активных пятен. Так площадь анодного активного пятна, обычно, превышает площадь катодного. Плотности тока в активных пятнах практически не изменяются при изменении тока дуги (тока сварки); изменяются их площадь, которая возрастает с повышением тока сварки. Оба активных пятна имеют тенденцию к хаотичному перемещению по поверхности электродов, хотя анодное пятно более устойчиво.
Прохождение тока через эти зоны дуги сопровождается протеканием сложных электронных и химических реакций, результатом которых является выделение большого количества тепла и света. Изменения тока сварки вызывают адекватные изменения площади активных пятен: чем выше ток, тем больше площади активных пятен и, как результат, выше выделение тепла в этих областях. Это явление используется при электродуговой сварке для управления процессом расплавления основного металла и электрода, включая управление размерами капель расплавленного электродного металла, т.е. управление переносом металла
(Г.И. Лесков. Электрическая сварочная дуга. Машиностроение. 1970 г.).
.
3. Статическая вольт-амперная характеристика дуги (ВАХ).
ВАХ представляет собой зависимость падения напряжения на дуге от ее тока (Рис. 2).
Ее строят по экспериментальным данным при плавном изменении тока и сохранении неизменными физических условий ее горения (диаметра электрода, длины дуги, и т.п.).
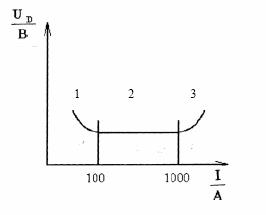
Рис.2. Вольт-амперная характеристика дуги и ее отдельные зоны.
ВАХ дуги имеет нелинейную форму, т.е. ее активное сопротивление не постоянно, а меняется с изменением тока. В маломощных дугах (падающий участок ВАХ дуги) с ростом тока, благодаря развивающейся термической ионизации и эмиссии электронов из катода, площадь поперечного сечения дуги увеличивается более быстрыми темпами, чем
Ее строят по экспериментальным данным при плавном изменении тока и сохранении неизменными физических условий ее горения (диаметра электрода, длины дуги, и т.п.).
ВАХ дуги имеет нелинейную форму, т.е. ее активное сопротивление не постоянно, а меняется с изменением тока. В маломощных дугах (падающий участок ВАХ дуги) с ростом тока, благодаря развивающейся термической ионизации и эмиссии электронов из катода, площадь поперечного сечения дуги увеличивается более быстрыми темпами, чем плотность тока в ней, что приводит к снижению падения общего напряжения дуги. Такая падающая характеристика дуги может наблюдаться при сварке неплавящимся электродом.
В зоне 2 с ростом тока напряжение на дуге практически не меняется. Следовательно, плотность тока остается приблизительно постоянной, поэтому напряжение дуги меняется незначительно. Возрастающий участок ВАХ дуги наблюдается при таком токе, когда расширение активных пятен и столба дуги уже затруднено и плотность тока в этих областях начинает возрастать с соответствующим повышением падения напряжения на них, а вместе с ними и напряжение дуги. Этот участок ВАХ дуги соответствует условиям сварке MIG/MAG. Дугу, радиус столба которой зависит от силы тока, называют свободно расширяющейся, а дугу с постоянным радиусом хотя бы в одном сечении называют сжатой.
Длина дуги (т.е. её электрическое сопротивление) оказывает сильное влияние на форму и особенно на положение ВАХ дуги. При увеличении длины дуги ее ВАХ смещается вверх.
Экспериментальное исследование ВАХ дуги заключается в установлении зависимости
Uд = f1 (Iд),которое производится путем постепенного увеличения сварочного тока Iд от 10 до 150 А с одновременной регистрацией напряжения Uд. Схема установки для исследования приведена на рис. 3.
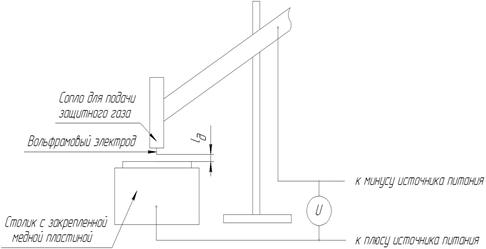
Рис. 3. Схема установки для экспериментального определения вольт-амперных характеристик дуги.
Результаты измерений заносятся в таблицу 1.
Таблица 1.
Длина дуги Lд =2 мм. Длина дуги Lд =4 мм. Длина дуги Lд =6 мм.
| Номер измерения | Ток дуги, Iд, А | Напряжение дуги, Uд ,В | Ток дуги, Iд, А | Напряжение дуги, Uд ,В | Ток дуги, Iд, А | Напряжение дуги, Uд ,В |
По результатам измерений строятся графики вольт-амперных характеристик дуги
Uд = f1 (Iд),статического сопротивления дуги Rд = f2(Iд), мощности дуги Рд = f3(Iд).
Используя полученные графики ВАХ можно построить зависимость
Uд = f4(Lд). Для этого измеряется напряжение на дуге Uд при ее длине равной 2, 4 и 6 мм. Замеры производятся при одном значении тока (например, Iд =100 А.) и заносятся в таблицу 2.
Таблица 2.
| Длина дуги Lд, мм. | Напряжение на дуге Uд ,В |
По результатам замеров строится график Uд = f4(Lд).
4. Определения разрывной длины дуги.
Разрывной длиной дуги Lр называется максимальная длина дуги для заданных условий сварки, на которую ее можно растянуть без опасности обрыва.
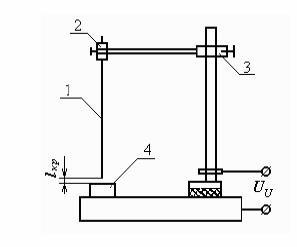
Рисунок 4. Схема для исследования разрывной длины сварочной дуги.
1 – Электрод.
2 – Зажим.
3 – Штатив.
4 – Пластина.
Порядок выполнения работы.
Перемещением зажима 3 установить торец электрода на расстоянии 2 мм от поверхности стальной пластины 4.
Подключить напряжение к электродам. Возбудить дугу между электродом и стальной пластиной, замыкая на короткое время промежуток между ними заточенным угольным электродом. После догорания электрода до естественного обрыва отключить напряжение.
После отключения напряжения с электродов измерить расстояние между торцом электрода и наплавленным металлом. При наличии шлака он должен быть удален. Опыты производить согласно таблице 3.
Таблица 3 - Зависимость разрывной длины дуги от силы тока короткого замыкания для различных электродов при сварке на постоянном токе обратной полярности
Таблица 3.
| Марка электрода | № опыта | Разрывная длина дуги для тока короткого замыкания | ||
| 1кз1 | 1кз2 | 1кзЗ | ||
| УОНИИ-13/45 | ||||
| АНО-4 | ||||
По данным таблицы определить среднее значение разрывной длины дуги и построить график Lр = f5(Iд).
5. Определение параметров дуги.
По результатам экспериментов определяются параметры дуги. По графику зависимости Uд = f4(Lд)
определяется сумма приэлектродных падений напряжения Ua,kи градиент потенциала в столбе дуги Ес. Сумма приэлектродных падений напряжения Ua,kразделяется на анодноеUaи катодное падение потенциала
Ua=(Ua,k-φ)/2
Uк=(Ua,k+φ)/2,
где φ –работа выхода электронов с поверхности катода, В., определяется, в зависимости от материала катода.
Произвести сравнение результатов определения Ua,k, Ес, Ua, Uк, полученных в работе и из литературы.
6. Выводы по работе.
Оценить вид вольт-амперных характеристик дуги, полученных в эксперименте, и их электрические характеристики. Объяснить зависимость разрывной длины дуги Lрот тока и марки электрода.
Список литературы: Г.И. Лесков. Электрическая сварочная дуга. Машиностроение. 1970 г.