Дефекты макроструктуры
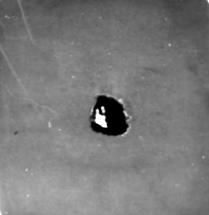 |  |
Центральная пористость в непрерывнолитой заготовке (рисунки 3.3, 3.4).
Рисунок 3.3 – Единичная пора Рисунок 3.4 – Скопление пор
Причины возникновения: не обеспечивается достаточное поступление жидкого металла в объемы, где заканчивается затвердевание.
Предупреждение – Оптимальная температура металла при разливке, соблюдение скорости разливки.
Примечание– Если усадочные поры не вскрыты, то при горячей деформации они заваривается.
Усадочная раковина – полость, возникающая в прибыльной части слитка вследствие усадки стали (см. образец 4). При неполном удалении прибыли остатки усадочной раковины переходят в прокат. Выявляются в изломе в виде темных полос, расслоений, стенки которых содержат неметаллические и шлаковые включения.
Пузыри представляют собой грубые поры, которые могут быть групповыми и одиночными, располагаться по всему сечению, в центре или у поверхности слитка или заготовки.
Пористость по оси – мелкие пустоты, не заварившиеся при горячей обработке давлением слитка (рисунок 3.5). На макрошлифе пористость выявляется в виде темных точек различного размера. Развитие дефекта определяется количеством, размерами отдельных пор и площадью образца. Пористость оценивается соответствующим баллом.
Пористость по сечению - мелкие травящиеся точки, расположенные по всему сечению макрошлифа (рисунок 3.6).
 |  | ||
Рисунок 3.5 – Пористость по оси Рисунок 3.6 – Пористость по сечению
Причины возникновения: Недостаточное раскисление стали, при затвердевании из жидкой стали не полностью удалены газы.
Подкорковые пузыри – представляют собой внешний «контур» газовых раковин, характерный для кипящих сталей. Расположены очень близко к поверхности и обнажаются при нагреве слитка и последующей прокатке в виде дефектов округлой или овальной формы.
Пустоты различной величины и формы, чаще одиночные, образуются вследствие раскрытия и неполной заварки термических трещин и называются скворечниками. Вокруг дефекта отсутствуют ликвация углерода, серы и фосфора, а также неметаллические включения. Скворечники следует отличать от внутренних разрывов, образующихся при неправильном режиме горячей пластической деформации. Такие разрывы оказываются неодиночными и имеют меньшие размеры, чем скворечник.
Ковочные трещины. Неверный режим ковки может вызвать появление ковочных трещин, которые появляются внутри заготовки около осевой зоны в виде трещин по диагоналям (ковочного креста), либо нескольких трещин, направленных от оси заготовки в стороны (см. образец 5).
Рванины – раскрытые разрывы, образовавшиеся вследствие пониженной пластичности металла, расположенные поперек направления деформации (см. образец 6). Причиной понижения пластичности может являться перегрев металла или слишком низкая температура заготовки перед горячей ОМД. Дефекты имеют вид разветвленных разрывов с окисленной поверхностью.
Осевые интеркристаллитныетрещины в отличие от ковочных более прямолинейные и широкие. В изломе межкристаллитные трещины имеют вид грубых окисленных расслоений. Вследствие чрезмерного повышения температуры, вызывающего диффузию кислорода вдоль границ зерен, возникает явление внутреннего пережога. На темплете пережог выглядит в виде сильно разветвленных трещин, часто расположенных в виде сетки (рисунок 3.7). В процессе горячей пластической деформации при пережоге может произойти разрушение по границам зерен. Такой вид дефекта называется черновиной, которая на макрошлифе выявляется в виде рыхлой, сильно травящейся зоны.

Рисунок 3.7 – Пережег
Внутренние трещины от напряжений обусловлены чрезмерно высокими внутренними напряжениями, возникающими в процессе формирования заготовки, и пониженной прочностью и пластичностью стали в различных температурных интервалах. Внутренние трещины распространяются по межосным пространствам дендридной структуры, обогащены ликватами.
Степень развития трещин зависит от величины напряжений, а также от содержания в металле вредных примесей.
Диагональные трещины (рисунок 3.8) возникают, как правило, вследствие неравномерного охлаждения слитка в кристаллизаторе. Трещины, расположенные перпендикулярно к поверхности заготовки возникают из-за резкого охлаждения, из-за высоких напряжений, появляющихся при деформации поверхности заготовки.
Меры предупреждения ─ Регламентировать содержание вредных примесей в металле, соблюдать температурный интервал разливки, оптимизировать процесс ОМД (не превышать предельно допустимые значения скорости и степени деформации).
Примечание ─ Трещины, не выходящие на поверхность заготовки, завариваются при горячей деформации, так как границы их не окислены.
 |  |
Рисунок 3.8 – Диагональные трещины
 | |||
 | |||
Флокены – тонкие извилистые трещины длиной до 30 мм, образующиеся в стали при повышенном содержании водорода (рисунок 3.9). В изломе флокены выявляются в виде округлых или эллиптических пятен серебристого или светлого оттенка. При последующей горячей деформации в заготовке могут образоваться скворечники от флокенов (рисунок 3.10).
Рисунок 3.9 – Флокены Рисунок 3.10 – Скворечник
Шлифовочно-травильные трещины являются результатом слишком сильного прижима металла при шлифовании очень твердым абразивным кругом и недостаточного охлаждения металла. Они имеют вид сетки, расположенной перпендикулярно к направлению шлифовки (см. образец 7).
Свищи в прокате представляют собой крупные газовые включения, располагающиеся отдельно или группами по сечению заготовки. Выявляются в виде отдельных крупных пустот и пор круглой, овальной или вытянутой формы (рисунок 3.11).
Ликвация – неоднородность отдельных участков металла по химическому составу и структуре.
Пятнистая неоднородность выявляется в виде отдельных темных пятен различных размеров и форм. В зависимости от расположения пятен на мак-
 |
Рисунок 3.11 – Свищи
рошлифе различаются общая и краевая пятнистые неоднородности. Общая пятнистая неоднородность представляется в виде темных пятен, расположенных по сечению заготовки симметрично к её оси. Краевая пятнистая неоднородность – пятна, ориентированные вдоль граней проката.
Ликвационный квадрат представляет собой контуры ликвации, определяемые конфигурацией слитка (рисунок 3.14). На темплете выглядит в виде полоски металла, травящейся более интенсивно,чем остальная часть макрошлифа. В прокате можно также наблюдать ликвационный круг.
Инородные металлические или неметаллические включения – кусочки различного рода нерастворившихся ферросплавов, утеплительных засыпок, шлака или случайно попавших в слиток частичек окисленного металла. Имеют различную с основным металлом травимость. В прокате обнаруживаются в виде волосовин (рисунок 3.12), расслоений (рисунок 3.15) или неправильных по форме полостей, заполненных и окруженных неметаллическими включениями (рисунок 3.13). Классификация дефекта подтверждается анализом химического состава и макроструктуры.
Краевые дефекты – участки различной травимости металла по краю темплета, сопровождающиеся загрязненностью неметаллическими включениями. Дефекты образуются при кристаллизации слитка и остаются вблизи поверхности при недостаточной обдирке слитка. К краевым дефектам относится местная грубая неоднородность, сопровождающаяся неметаллическими включениями, газовыми пузырями, свищами.
 |  | ||
Рисунок 3.12 – Волосовины Рисунок 3.13 – Включения шамота
 |  | ||
Рисунок 3.14 – Ликвация Рисунок 3.15 – Расслоения