Технологические основы сварочногопроизводства
Сварка – это технологический процесс получения неразъемных монолитных соединений материалов. Физическая сущность – установление непрерывной структурной связи, т.е. общей кристаллической решетки. Зона между соединенными материалами называется сварным швом.
Свариваемость – технологическое свойство материалов образовывать в процессе сварки соединения, отвечающие конструкционным и эксплуатационным требованиям к ним. Свариваемость оценивают установлением степени соответствия заданных свойств сварного шва со свойствами основного металла (предел прочности, текучести, пластичность, сопротивление хрупкому разрушению). Кроме того, оценивают склонность к образованию сварочных дефектов: трещины, поры, шлаковые включения.
Необходимые для осуществления процесса сварки условия:
1) физический контакт свариваемых материалов;
2) электронное взаимодействие между поверхностями, в результате которого устанавливаются межатомные связи.
Сварке подвергают разнообразные металлы и их сплавы, неметаллы (графит, керамика) и пластмассы.
В зависимости от формы энергии, используемой для образования сварного соединения, различают три основных класса сварки:
1) термическая сварка – это класс сварки, который осуществляют плавлением в зоне соединения за счет подвода внешней энергии. При этом образуется сварочная ванна. К этому классу относят электрическую, плазменную, электронно-лучевую, лазерную сварки
Недостатки этого класса:
· чтобы избежать окисления расплава, его защищают пленкой шлака и защитными атмосферами;
· кристаллизация шва происходит при растягивающих напряжениях, что может вызвать растрескивание;
· ликвация, неметаллические включения снижают прочность шва;
· изменяется структура основного металла под влиянием нагрева, что может снизить прочностные свойства.
Достоинства:
· возможность сварки в монтажных и цеховых условиях;
· разнообразие типов соединений, габаритов конструкций;
· широкий диапазон толщин;
· возможность изменения химического состава за счет сварочных проволок разного химического состава, т.е. дополнительное микролегирование, создание покрытий.
2) термомеханическая сварка – используется и нагрев, и пластическая деформация за счет давления. К этому классу относятся контактная, диффузионная сварки.
Преимущества термомеханической сварки:
· меньшие остаточные напряжения в шве;
· меньше расход электрической энергии, т.к. нагрев, как правило, импульсный, кратковременный;
· возможность механизации и автоматизации.
3) механическая сварка – используется механическая энергия и давление. К ней относят: холодную сварку, сварку ультразвуком, сварку взрывом, трением. Давление вызывает упругопластические деформации, которые разрушают окисные пленки, обеспечивают физический контакт и образование межатомных связей.
Достоинства:
· расширение диапазона свариваемых материалов (металл - керамика);
· исключает возникновение трещин, пористости;
· исключает деформацию сварных узлов;
· меньше меняет структуру и свойства металла, хотя упругопластические деформации упрочняют металл, а, следовательно, уменьшают пластичность;
· возможность механизации и автоматизации.
Недостаток – не всегда конструкцию можно подвергать воздействию давлением.
Электрическая дуга – это мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла.
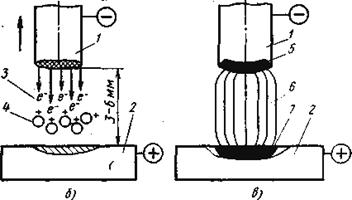
Рисунок 18 - Схема процесса зажигания дуги.
Процесс зажигания дуги в большинстве случаев включает три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3 - 6 мм (рис. 18 а) и возникновение устойчивого дугового разряда (рис. 18 б). Электрическая дуга между электродом и заготовкой – это дуга прямого действия; а между двумя электродами – косвенная дуга.
Источник электропитания – трансформаторы постоянного или переменного действия.
Способы электродуговой сварки в зависимости от материала электрода и способа включения электрода и заготовки в цепь электрического тока:
1) Сварка неплавящимся электродом (графитовым или вольфрамовым): при этом дуга прямого действия. Сварка осуществляется за счет плавления основного металла или присадочного материала.
2) Сварка плавящимся (металлическим) электродом. Дуга прямого действия, расплавляются одновременно основной металл и электрод.
3) Сварка косвенной дугой, горящей между двумя электродами (как правило, неплавящимися). Основной металл расплавляется за счет тепла столба дуги.
4) Сварка трехфазной дугой (комбинированный вариант 1 и 3 способов), т.е. дуга горит между электродами, а также между каждым электродом и основным металлом. Мощность такой дуги значительно больше.
Питание дуги осуществляют от трансформаторов переменного тока или от сварочных выпрямителей, или генераторов постоянного тока. Преимущества генераторов постоянного тока: повышается устойчивость горения дуги; улучшаются условия сварки в различных пространственных положениях; возможность вести сварку на прямой и обратной полярностях; возможность сваривать тугоплавкие материалы. Источники переменного тока более распространены, т.к. они долговечнее и имеют более высокий коэффициент полезного действия. Дугу и расплав защищают специальными защитными атмосферами (аргон).
При ручной дуговой сварке электроды перемещают вручную вдоль заготовки. Электрод – стержень из проволоки, близкой по химическому составу свариваемому материалу. Он же служит присадочным материалом. На электроды наносят покрытия для создания шлаковой и газовой защиты расплавленного металла сварочной вынны; раскисления наплавленного металла с помощью добавок в покрытие таких элементов, как марганец, кремний, титан, алюминий в виде ферросплавов или чистых элементов; легирования наплавленного металла, что позволяет изменять его химический состав, а также расширяет возможность получения требуемых свойств наплавленного металла; улучшения стабильности горения дуги посредством включения в покрытие элементов с малым потенциалом ионизации.
Достоинства ручной дуговой сварки:
1) возможность получать прерывистые короткие швы сложной конфигурации;
2) возможность проводить сварку в любых монтажных условиях.
Недостатки:
1) практически невозможно сварить тонкий металл (1-2 мм);
2) зависимость от умения сварщика.
При автоматической дуговой сварке под флюсом используют электроды без покрытия. Поэтому для защиты сварной ванны от окисления необходим флюс толщиной 30-50 мм. Этот метод обеспечивает повышенную производительность и качество. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Используют его в серийном производстве для выполнения длинных прямолинейных и кольцевых швов, особенно часто используют в стане по производству сварных труб.
В зависимости от способа нагрева и расплавления соединяемых материалов существуют ещё электрошлаковая сварка, электронно-лучевая, плазменная, лазерная сварка. Плазменная сварка – локальное расплавление соединяемых материалов плазменной струей, которая представляет собой направленный поток частично или полностью ионизированного газа с температурой 10000 - 20000°C. Лазерная сварка использует для разогрева энергию луча лазера. Лазер – это устройство, генерирующее электромагнитное излучение в диапазоне длин волн ультрафиолетом до субмиллиметрового инфракрасного за счет вынужденного испускания или рассеяния света активной средой, помещенной в оптический резонатор. Внешний источник энергии: в газовых лазерах – тлеющий электрический разряд; в твердотельных – импульсная лампа; в жидкостных (растворы органических красителей) – свет вспомогательного лазера. В лазере происходит преобразование различных видов энергии в энергию лазерного излучения. Главный элемент лазера – активная среда, для образования которой используют воздействие света, электрический разряд в газах, химическую реакцию, бомбардировку электронным лучом. Активная среда расположена между зеркалами, образующими оптический резонатор. Лазерная сварка позволяет получать швы с минимальным расплавлением металла, снижает напряжения и деформации в сварных конструкциях по сравнению с другими способами сварки.
Пайкой называют соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации. В качестве припоя при сварке используется металл или сплав с температурой плавления ниже температуры плавления паяемых материалов. Для удаления оксидов с поверхности паяемого материала и припоя и предотвращения из образования в процессе пайки применяется вспомогательный материал, называемый паяльным флюсом. Свойство материалов образовывать паяное соединение при заданном режиме пайки называется паяемостью.
Пайка отличается от сварки следующими характерными особенностями:
1) пайка производится при температуре ниже температуры плавления обоих или хотя бы одно из соединяемых металлов;
2) в процессе пайки между соединяемыми деталями в определенный момент находится жидкая металлическая прослойка припоя;
3) в отличие от сварки плавлением паяное соединение образуется не в результате непосредственного взаимодействия металлов соединяемых деталей, а вследствие взаимодействия припоя и основного металла;
4) обязательным условием пайки являются смачивание паяемых поверхностей припоем, диффузия компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя и последующая кристаллизация жидкой прослойки.
Пайкой можно изготавливать сложные по конфигурации узлы и целые конструкции, состоящие из нескольких деталей, за один производственный цикл (нагрев), что позволяет рассматривать пайку как групповой метод соединения материалов и превращает ее в высокопроизводительный технологический процесс, легко поддающийся механизации и автоматизации. К числу очень важных преимуществ пайки следует отнести возможность соединения разнородных металлов, а также металлов с неметаллами.