фрезерного обрабатывающего центра ЕТ325М
Институт промышленных технологий и инжиниринга
Контрольная работа
По дисциплине: «Технологическое оборудование»
Выполнил: Нагорная Т.В.
гр: АТПтз- 09-11-1
Проверил:Санейко Н.А.
Тюмень 2013
Устройство и принцип действия токарно
фрезерного обрабатывающего центра ЕТ325М
Традиционно станок с ЧПУ состоит из двух элементов: собственно стан-
ка и системы ЧПУ [2, 5].
Компоновка токарно-фрезерного обрабатывающего центра ЕТ325М
отличается от традиционной компоновки токарных станков тем, что узел
инструмента располагается над деталью (рис. 1) – это позволяет обеспечить
хорошие условия для отвода стружки и подвода смазывающе-охлажда-
ющей жидкости (СОЖ).

Рис. 1. Компоновка токарно-фрезерного обрабатывающего центра ЕТ325М
Основными узлами токарно-фрезерного обрабатывающего центра
ЕТ325М являются: станина, салазки, шпиндель, револьверная головка, зад-
няя бабка, электрошкаф.
Станина станка изготовлена из серого чугуна. Она обладает хорошими демпфирующими свойствами и устойчива к воздействию внешних нагрузок и внутренних напряжений. На станине имеются направляющие для перемещения салазок.
Продольные и поперечные салазки станка двигаются по направляю-
щим станины в форме ласточкиного хвоста. Люфт в салазках регулируется
специальным клином. Через устройство централизованной смазки салазки
смазываются маслом так, чтобы вся поверхность скольжения была посто-
янно покрыта масляной пленкой. Салазки получают движение от шаговых
электродвигателей по шариковым ходовым винтовым парам.
Шпиндель станка закреплен в конических роликоподшипниках в пе-
редней бабке станка и приводится в движение электродвигателем трехфаз-
ного тока через клиноременную передачу. Конструкция передней бабки
станка термосимметрична, т. е. при нагревании ее узлов не образуется от-
клонения от прямой линии. Зажимные устройства (патроны, центра, оправ-
ки) крепятся к фланцу шпинделя.
Револьверная головка станка имеет 12 позиций, из которых 6 явля-
ются приводными и 6 – неприводными.
Задняя бабка станка предназначена для поджима задним центром
длинных деталей. Пиноль задней бабки выдвигается на длину 100 мм под
действием пневматического привода.
В электрошкафе станка, расположенном в задней части, располага-
ются контроллеры системы управления станком и электрические устрой-
ства системы ЧПУ.
Токарно-фрезерный обрабатывающий центр ЕТ325М комплектуется
патроном с пневматическим зажимом заготовок и устройством для улав-
ливания готовых деталей, отрезаемых в процессе обработки.
Станок оснащен системой смазки, пневматической системой и систе-
мой охлаждения зоны резания.
На токарно-фрезерном обрабатывающем центре ЕТ325М различают
четыре базовые точки, которые обозначаются буквами М, R, N и W (рис. 2).
Точка M – нуль станка. Неизменная базовая точка, устанавливаемая
производителем станка. Относительно данной точки выполняются все раз-
мерные функции станка. Она же является началом системы координат.
Точка R – референтная точка. Позиция в рабочей зоне станка, кото-
рая точно определяется предельными выключателями. Позиции подвиж- ных органов станка отображаются в системе управления путем подвода
к точке R. Используется после каждого сбоя питания, а также является по-
зицией револьверной головки, в которой происходит смена рабочего инст-
румента.
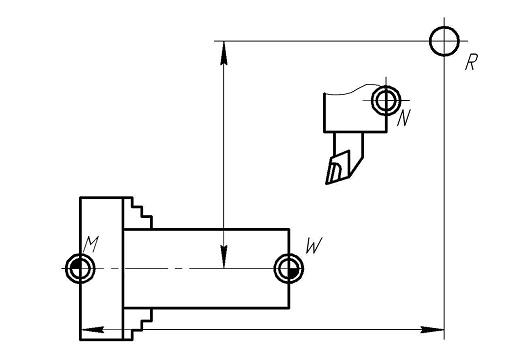
Рис. 2. Базовые точки токарно-фрезерного обрабатывающего
центра ЕТ325М
Точка N – базовая точка установки инструмента. Исходная точка для
выполнения размерной привязки инструмента. Находится в подходящей
точке в системе резцедержателя и определяется производителем станка.
Точка W – нуль детали. Исходная позиция для размерных функций
программы. Свободно устанавливается программистом и при необходимо-
сти может быть перемещена в пределах программы обработки.
Расположение рабочих осей токарно-фрезерного обрабатывающего
центра ЕТ325М показано на рис. 3.
Ось Z совпадает с осью центров станка. Положительное направление
оси Z – от шпинделя в задней бабке. Начало координат по оси Z лежит
в нулевой точке станка (точка М).
Ось Х располагается перпендикулярно к оси Z и параллельно попе-
речным направляющим станка. Положительнее направление оси Х – вверх.
Револьверная головка станка может перемещаться как по оси Х, так
и по оси Z в положительном и отрицательном направлениях.
Ось С – ось вращения шпинделя. Положительное направление оси
С – по часовой стрелке.
Ось Сt – ось вращения приводного инструмента. Положительное на-
правление оси Сt – по часовой стрелке.

Рис. 3. Координатные оси токарно-фрезерного обрабатывающего
центра ЕТ325М
Технологические возможности станков с ЧПУ определяются их тех-
ническими характеристиками. Основные технические характеристики токар-
но-фрезерного обрабатывающего центра ЕТ325М приведены в табл 1.
Таблица 1
Основные технические характеристики токарно-фрезерного
обрабатывающего центра ЕТ325М
