Формулы для расчёта параметров затвердевания отливок
Диаграмма определения технологических напусков
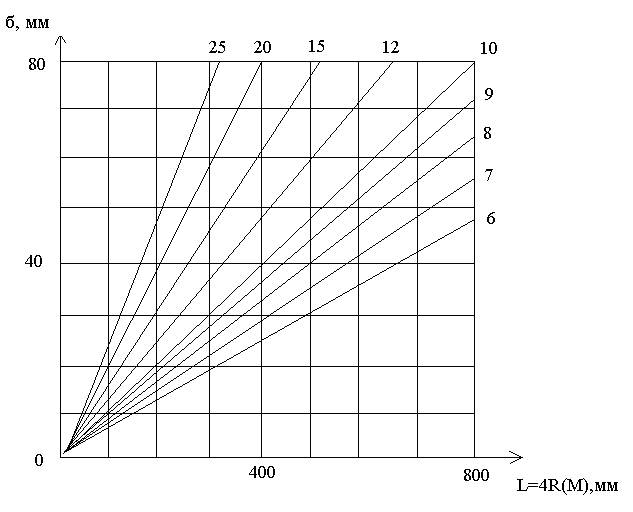
Технологический напуск б для различных значений L:
Числа у линий – значения коэффициентов затвердевания k.
Деталь «Обечайка парогенератора ПГВ-1000»

Положение отливки в форме

Схема расчёта направленного затвердевания вертикальной стенки
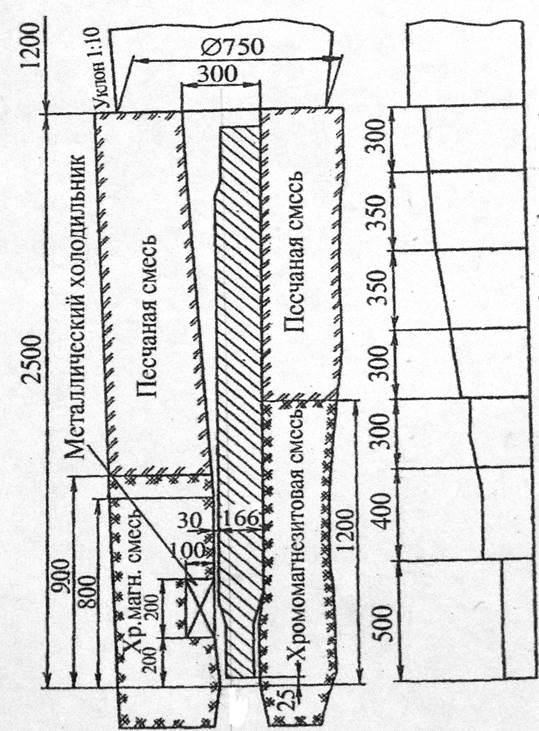
Схема вытяжного зонта

Преимущества метода литья над ковано-сварным методом
| Основные преимущества метода литья |
| 1. повышение выхода годного; 2. экономия энергетических ресурсов; 3. отсутствие риска недоброкачественной сварки; 4. сокращение трудоёмкости процесса; 5. снижение стоимости отливки; 6. более короткий производственный цикл. |
Формулы для расчёта параметров затвердевания отливок
 ,
,
где М модуль отливки;
kэ – коэффициент затвердевания отливки в форме из эталонной смеси, мм/мин1/2;
k1 – коэффициент затвердевания отливки в форме из заданной смеси, мм/мин1/2.
 ,
,
где R 2 величина определяемой приведенной толщины, мм;
R1 величина приведенной толщины на предыдущем участке, мм;
 величина технологического напуска, мм.
величина технологического напуска, мм.
Электростальский политехнический институт
(филиал)
государственное образовательное учреждение высшего профессионального образования
Научно-исследовательский технологический университет
Московский государственный институт стали и сплавов
Дипломная работа:
Проектирование технологии изготовления отливки обечайки парогенератора ПГВ-1000 в литейных формах с дифференцированным отводом тепла
Студент: Вишняков Даниил Игоревич
Руководитель: Крестьянов Владимир Николаевич
Электросталь, 2012г.