Влияние размерного износа на точность обработки
При исследовании вопросов точности, связанных с износом инструмента, нас в первую очередь будет интересовать износ инструмента, непосредственно оказывающий влияние на размер, т.е. износ в направлении нормали к обрабатываемой поверхности (рис. 12. 6). Зависимость размерного износа u от времени работы или, что удобнее для практических целей, от длины пути резания изображена на рис.12. 7. Периоду приработки инструмента соответствует длина пути резания  и начальный износ
и начальный износ  .
.
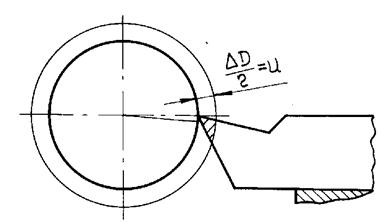
Рис. 12.6. Влияние износа резца на точность обработки
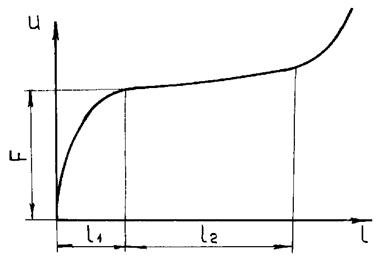
Рис. 12. 7. Зависимость размерного износа инструмента от длины пути резания
На участке  имеет место нормальный износ, который может быть определен по формуле
имеет место нормальный износ, который может быть определен по формуле
 ,
,
где  – относительный размерный износ, соответствующий 1000 м пути резания;
– относительный размерный износ, соответствующий 1000 м пути резания;  – длина пути резания, м.
– длина пути резания, м.
Величина определяется в каждом конкретном случае обработки
в зависимости от принятой схемы формообразования. Так, при продольном точении вала диаметром D , длиной L сподачей резца S длина пути резания равна
 .
.
Влияние размерного износа на точность обработки зависит от принятого метода достижения точности.
При работе по методу пробных проходов размерный износчастично компенсируется за счет корректировки положения инструмента перед обработкой каждой последующей детали.
При работе на настроенном оборудовании размерный износ можно периодически компенсировать за счет подналадки оборудования после взятия соответствующих проб, т.е. при использовании выборочного контроля.
Выборочный контроль следует организовать на основе использования методов статистических наблюдений. Такой выборочный контроль называют статистическим контролем. Применение средств активного контроля в сочетании с автоподналадчиками дает возможность "непрерывно" осуществлять подналадку оборудования (рис. 12.8). Следовательно, влияние размерного износа и теплового фактора может быть полностью компенсировано.
Погрешности обработки, образующиеся вследствие размерного износа, можно отнести к погрешностям, закономерно изменяющимся во времени.

Рис. 12. 8. Компенсация размерного износа подналадкой оборудования
Следует отметить, что размерный износ оказывает не только непосредственное влияние на точность обработки, но и косвенное, через изменение силы резания (рис. 12.9). За период стойкости инструментов значение Ру может существенно увеличиться. Возрастание силы резания от своего первоначального значения при износе инструментов приводит к дополнительному рассеиванию размеров, а сам процесс образования погрешностей вследствие износа инструмента имеет более сложный характер, чем это следует из графика зависимости
 .
.
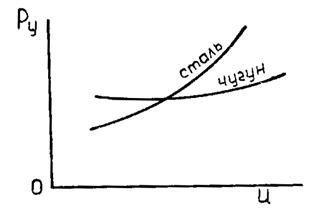
Рис. 12. 9. Влияние износа инструмента на изменение составляющей силы резания
Следует отметить, что закон распределения размеров в партии обрабатываемых деталей определяется характером изменения износа инструмента от длины пути резаная, т.е. времени резания.
При изменении размерного износа по закону прямой линии
(рис. 12.10, а) распределение размеров будет описываться законом равной вероятности (рис. 12. 10,б). Если размерный износ изменяется по закону параболы (рис. 12. 10,в), то размеры деталей будут распределены по треугольному закону (рис. 12. 10,г).
В случае описания размерного износа двумя соединенными параболами (рис. 12.10, д) распределение размеров деталей будет подчиняться законуСимпсона (рис. 12. 10, е).
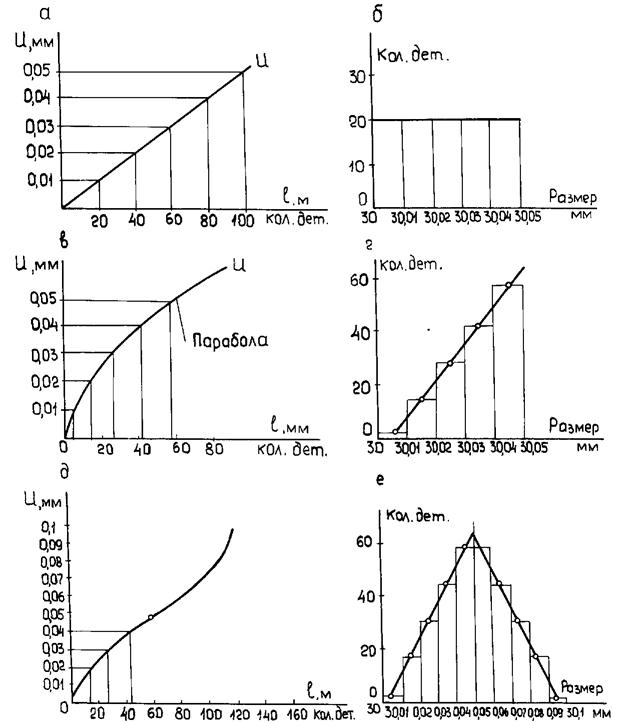
Рис. 12.10. Влияние характера размерного износа на распределение размеров
партии обрабатываемых деталей