Лекция №12. Горячая прокатка бесшовных труб. Технологические схемы производства бесшовных труб. Прошивка.
Заготовками для прокатки труб служат слитки, кованый и катаный металл. Если металл подвергают прошивке, то используют сплошную заготовку. Если прошивку осуществить невозможно, то производят сверление заготовки. В последние годы заготовки из непрошиваемого металла получают центробежным литьем. Слитки или деформированные заготовки используют в зависимости от типа и мощности трубопрокатного агрегата.
Технологические схемы производства бесшовных труб. Современный трубопрокатный агрегат представляет собой комплекс станов, на которых трубы подвергают горячей деформации последовательно на каждом стане. Прошивку сплошной заготовки в гильзу производят на станах поперечно-винтовой прокатки и значительно реже для этих целей используют прессы. Способы раскатки гильзы в трубы определяют принципиальные особенности той или иной технологической схемы, наименование которой носит трубопрокатный агрегат. Наименование агрегата дополняется цифровым обозначением, соответствующим сортаменту стана – максимальному (и минимальному) диаметру труб.
Горячей прокаткой изготовляют трубы на агрегатах с автомат-станом, с пилигримовым станом, с трехвалковым раскатным станом или с непрерывным станом.
Агрегаты с автомат-станом и пилигримовым станом наиболее универсальны, на них можно получать более тонкостенные трубы и трубы с очень толстой стенкой. Два других способа прокатки имеют более узкую специализацию.
Прошивка. При производстве горячекатаных труб имеются две главные операции: прошивка заготовки в гильзу и раскатка гильзы в трубу. Для операции прошивки в основном используют процесс поперечно-винтовой прокатки, осуществляемый двумя или несколькими валками, вращающимися в одну сторону, поверхности которых сближаются в направлении оси заготовки. При этом заготовка получает осевое перемещение за счет сил трения, возникающих на контактной поверхности валков, оси которых наклонены под некоторым углом β (угол подачи) к оси заготовки (рисунок 12.1). Угол перекоса валков β составляет 5 – 17° и поэтому осевое перемещение заготовки за каждый оборот невелико. Невелико также и обжатие заготовки по диаметру за полуоборот.
|

Изготовление труб на агрегатах с автомат-станом. На агрегатах с автоматическим станом прокатывают трубы диаметром от 60 до 420 мм с толщиной стенки от 3 до 60 мм и длиной до 15,5 м. Исходным материалом для производства труб на таких агрегатах служит горячекатаная или кованая заготовка круглого сечения диаметром до 350 мм.
Технологический процесс состоит из операции получения гильзы и прокатки гильзы в трубу, т. е. раскатки гильзы путем удлинения ее и уменьшения толщины стенки. Остальные операции связаны с подготовкой заготовки и отделкой трубы до заданных размеров.
Агрегаты с автоматическим станом подразделяют на малые (агрегаты 140, для труб диаметром 50 – 140 мм с толщиной стенки 3 – 30 мм); средние (агрегаты 250, для труб диаметром 114 – 219 мм с толщиной стенки 3,5 – 40 мм); большие (агрегаты 400, для труб диаметром 140 – 426 мм с толщиной стенки 5 – 60 мм).
Схемы технологического процесса и расположение оборудования всех агрегатов с автоматическими станами по существу одинаковы. На рисунке 12.2 приведен агрегат с автоматическим станом 400.

1 – наклонная решетка; 2 – загрузочная машина; 3 – кольцевая нагревательная печь;
4 – машина выгрузки; 5 – 6 – первый и второй прошивные станы; 7 - вталкиватель подогревательной печи; 8 – подогревательная печь перед автоматическим станом; 9 – выталкиватель; 10 – автоматический стан; 11 – обкатные станы; 12 – калибровочный стан;
13 – охладитель; 14 – правильная машины
Рисунок 12.2 – Схема агрегата с автоматическим станом 400
Технологическая схема работы агрегата следующая: круглую заготовку подают на наклонную приемную решетку одной из нагревательных печей. С приемной решетки трубные заготовки попадают в желоб загрузочной машины, которая укладывает их через загрузочное окно на под печи. После полного оборота печи нагретые заготовки выгружают на рольганг и подают к зацентровщику.
Пневматический зацентровщик ударного типа выдавливает лунку на переднем конце заготовки, которую после этого передают к одному из прошивных станов. Агрегат оснащен двумя попеременно работающими прошивными станами. При прокатке труб диаметром до 219 мм непрерывность работы агрегата обеспечивает один прошивной стан. На прошивном стане заготовку превращают в гильзу. При деформации на двух прошивных станах гильза может значительно остыть, поэтому для дальнейшей прокатки на автоматическом стане гильзу подогревают в специальной печи. На автоматическом стане гильзу за 2 – 3 прохода раскатывают до необходимого наружного диаметра и толщины стенки готовой трубы. С автоматического стана прокатанную трубу сбрасывают на наклонную решетку двух обкатных станов. На этих станах при небольших обжатиях уменьшают разностенность трубы, улучшают внутреннюю и наружную поверхности. После обкатного стана трубу подают к калибровочному стану, где ей придают окончательный размер по диаметру, а затем на правильные машины для правки по длине.
В состав прошивного стана входят (рисунок 12.3): рабочая клеть с двумя косорасположенными валками; привод, сообщающий рабочим валкам вращение в одном направлении; шпиндели с уравновешивающими устройствами; приемный желоб для нагретой заготовки, толкатель заготовки; конусная оправка; приемный рольганг гильзы; упорная станина с замком для крепления стержня с оправкой.
Рабочая клеть прошивного стана (рисунок 12.4) состоит из станины открытого типа, крышки, рабочих валков. Их устанавливают с помощью нажимных винтов и привода. Подушки валков вмонтированы в цилиндрические барабаны, размещенные в расточках станины и прижаты к винтам мощными пружинами. Поворотом барабанов регулируют угол наклона валков в вертикальной плоскости. Для направления заготовки в валки имеется неподвижная и подвижная проводки. Верхняя подвижная проводка имеет привод.

1 – двигатель; 2 – муфта; 3 – редуктор; 4 – шпиндели с уравновешивающим устройством; 5 – приемный желоб; 6 – толкатель; 7 – рабочая клеть; 8 - конусная оправка со стержнем; 9 – приемный рольганг; 10 – упорная станина
Рисунок 12.3 – Схема прошивного стана
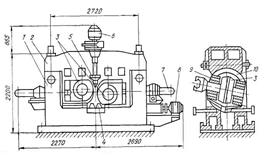
1 – станина; 2 – крышка; 3 – рабочие валки; 4 – неподвижная проводка; 5 – подвижная проводка; 6 – привод подвижной проводки; 7 – нажимные винты; 8 – привод нажимных винтов; 9 – подшипники рабочих валков; 10 – барабан цилиндрический
Рисунок 12.4 – Рабочая клеть прошивного стана
Валки прошивных станов состоят из двух конусов без калибрующей части, что позволяет получать длинные тонкостенные гильзы. Большой угол наклона валков, достигаемый с помощью цилиндрических барабанов, дает возможность прокатывать трубы с большим диапазоном по диаметру. Внутренний диаметр трубы приблизительно равен диаметру оправки. По окончании прошивки оправку извлекают из гильзы вперед, стержень отводят назад, а гильзу передают к автоматическому трубопрокатному стану.
Прошивку круглых заготовок или слитков проводят между двумя рабочими валками и расположенной между ними оправкой. В вертикальной плоскости очаг деформации ограничен двумя линейками.
На новейших агрегатах типа 140 установлены прошивные станы с двухопорными грибовидными валками, обеспечивающими более высокое качество гильз, на других агрегатах этого типа – станы с бочковидными валками.
Во входном конусе происходит прошивка заготовки, в выходном − раскатка металла между оправкой и валками, т. е. формирование гильзы заданного размера. Гильзы из заготовок различного диаметра получают, не меняя валков. Угол наклона оси валков к горизонтальной оси можно менять от 5 до 12°, этим регулируют скорость прошивки. Коэффициент вытяжки при прошивке составляет от 1,5 до 4,5. На энергосиловые параметры при прошивке влияют температура прокатываемого металла, степень обжатия, скорость прокатки, параметры настройки стана.
Основные узлы автоматического стана следующие (рисунок 12.5): задний стол 1, упорная станина 2 для крепления несущего стержня оправки 3, рабочая клеть 4, универсальный шпиндель 5, шестеренная клеть 6, редуктор 7, двигатель 8, наклонный стол для подачи гильз 9, пневматический вталкиватель гильзы 10, приемный желоб 11, передний передвижной стол 12, стеллаж готовых труб 13.
Прокатку гильзы в трубу производят на короткой оправке, установленной неподвижно в круглом калибре. На этом стане после каждого прохода верхний валок с помощью пневматического привода поднимают и ролики обратной подачи возвращают трубу на переднюю сторону стана. На стержень, закрепленный в упоре заднего стола стана, надевают другую оправку, после чего производят второй проход.
|

Рабочая клеть автоматического стана (рисунок 12.6) имеет два калиброванных валка, установленных в подушках, перемещающихся в окнах станины. Верхний и нижний валки устанавливают по высоте посредством нажимных винтов. Верхний валок с помощью тяг уравновешивают грузом, с задней стороны клети установлены ролики для возврата трубы на переднюю сторону стана для повторного прохода. Перед прокаткой верхний рабочий валок и нижний ролик обратной подачи опущены вниз. Гильзу прокатывают в трубу на автоматическом стане за два-три прохода.
При подаче гильзы в валки происходит захват ее и обжатие по диаметру и толщине стенки. Величина обжатия по толщине стенки зависит от величины щели между поверхностью калибра рабочего валка и оправкой.

1 – привод нажимного устройства; 2 – винт нажимного устройства; 3 – рабочие валки; 4 – станина; 5 – уравновешивающее устройство
Рисунок 12.6 – Рабочая клеть автоматического стана
После выхода трубы из рабочих валков (первого прохода) верхний валок расклинивают и под действием уравновешивающего устройства поднимают. Одновременно поднимают нижний ролик обратной подачи. Так как ролики обратной подачи вращаются в направлении, противоположном вращению рабочих валков, захваченная роликами труба возвращается на входную сторону стана. Перед задачей в следующий калибр трубу кантуют на 90°, чем обеспечивают равномерное ее обжатие по толщине стенки. Для второго прохода применяют оправку, диаметр которой на 1…2 мм больше диаметра оправки первого прохода. Новую оправку устанавливают во время поворота трубы перед задачей в валки. Процесс прокатки повторяют: опускают верхний рабочий валок и нижний ролик обратной подачи. После двух-трех проходов трубу сбрасывают по наклонной решетке на рольганг для передачи к обкатным станам.
Длина прокатанных труб достигает 12…16 м. Наиболее трудоемкими операциями при прокатке труб на автоматическом стане являются кантовка трубы и смена оправки. На современных станах эти операции полностью автоматизированы. Схема автоматического устройства для смены оправки представлена на рисунке 12.7.
|

Перед каждым проходом пневматическим цилиндром 1 на ось прокатки подают штангу 2, в корпусе которой установлена оправка 3 со шпилькой 4. Перед задачей гильзы штангу с оправкой перемещают на ось прокатки и оправку устанавливают в гнездо упорного стержня 5, после чего штангу отводят в исходное положение. По окончании прокатки трубы штанга, выведенная на ось прокатки, захватывает шпильку с оправкой и снимает ее со стержня. Эти операции повторяют после каждого прохода.
Наиболее производительным автоматическим станом продольной прокатки труб является двухклетьевой стан, на котором прокатку гильзы в трубу проводят в двух последовательно расположенных двухвалковых клетях с одноручьевыми валками. После прокатки в каждой клети упоры, удерживающие стержень с оправкой, отводят и трубу снимают со стержня с помощью приводных роликов.
На этом стане ликвидировано возвратное движение трубы на стол задачи, что значительно повысило производительность стана. При такой технологической схеме в первой клети осуществляют основную необходимую деформацию гильзы по диаметру и толщине стенки, вторую клеть используют в качестве чистовой. Этим достигнуто получение труб высокого качества.
На автоматическом стане трубу прокатывают до получения толщины стенки, равной толщине стенки готовой трубы. После прокатки на автоматическом стане труба имеет некоторую овальность, которую устраняют обкаткой на обкатных станах.
По устройству обкатные станы подобны прошивным станам. Обкатку трубы производят между двумя или тремя бочковидными валками и короткой оправкой. Обкатка помимо устранения овальности, несколько уменьшает разностенность труб, сглаживает их наружную и внутреннюю поверхности.
Валки обкатного двухвалкового стана наклонены в вертикальной плоскости на постоянный угол, равный 6…7°, на трехвалковом стане угол наклона валков от 8 до 11°.
В линии агрегата с двухклетевым автоматическим станом установлен трехвалковый обкатной стан для обкатки труб на короткой оправке.
После обкатки труб диаметр их увеличивается на 3…9 %. Для улучшения их качества при обкатке принимают повышенные обжатия, что несколько снижает разнотолщинность. После обкатки трубы обрабатывают на калибровочном или редукционном стане, получая окончательные размеры.
Калибровку труб проводят в 3 – 11 двух- и (или) трехвалковых клетях с индивидуальным приводом валков каждой клети или дифференциально-групповым приводом. Калибровочные клети устанавливают на общей раме с наклоном попеременно в разные стороны под углом 45° к горизонтальной оси. Соседние клети образуют угол 90° (рисунок 12.8).
Суммарное обжатие на калибровке в трех клетях составляет 2…3 мм, в семи 7…15 мм, в одиннадцати 10…20 мм. Калибры применяют овальные с убывающим отношением осей. В последней клети валки с круглым калибром.
Калибрование и редуцирование труб проводят не только на агрегатах с автомат-станом, но и на других трубопрокатных агрегатах.
При редуцировании, которым называют непрерывную прокатку без оправки, труба проходит через ряд последовательно установленных клетей, где ее обжимают по диаметру. Редуцирование – один из наиболее экономичных процессов получения труб высокого качества.
При обжатии в клети происходит изменение диаметра и толщины стенки трубы. Прокатка труб без оправки и без натяжения между клетями всегда сопровождается утолщением стенки. Редуцирование труб с натяжением между клетями позволяет регулировать толщину стенки труб. Установлено, что при таком редуцировании уменьшение толщины стенки трубы может происходить не только в клетях, но и между клетями. Работающие на этом принципе редукционно-растяжные станы резко повышают производительность трубопрокатного агрегата, обеспечивают получение широкого диапазона труб по диаметру и толщине стенки из заготовки, одного размера. Суммарное обжатие труб по диаметру на этих станах достигает 85 %, а уменьшение толщины стенки 35 %.
Существенный недостаток редукционных станов в том, что при прокатке с натяжением труб конечной длины концы труб, не испытывающие натяжения, получают значительное утолщение и их приходится обрезать. Это вызывает нежелательное повышение расходного коэффициента металла.

Рисунок 12.8 – Кинематическая схема клети калибровочного стана
Прокатка труб с натяжением из-за обрезки утолщенных концов экономична, если их длина не менее 20…30 м. Для уменьшения длины обрезаемых концов редуцированных труб станы, работающие с натяжением, создают с минимально возможным расстоянием между клетями.
Современные редукционные станы в основном имеют рабочие клети жесткой конструкции с тремя валками и регулируемыми приводами. В практике редуцирования известны случаи применения двух-, трех- и четырехвалковых клетей (рисунок 12.9). Увеличение числа валков, образующих калибр, уменьшает поперечную разностенность труб, но одновременно снижает прочностные характеристики рабочих клетей. С увеличением толщины стенки прокатываемой трубы растет поперечная разностенность, возникает потребность увеличения числа валков. Однако увеличение толщины стенки влечет за собой рост нагрузок на клети, поэтому четырехвалковую клеть, используемую при прокатке тонкостенных труб, не удается приспособить на станах для редуцирования толстостенных труб.

а – двухвалковых; б – трехвалковых; в – четырехвалковых
Рисунок 12.9 – Расположение рабочих валков в клетях редукционных станов
В последние годы для редуцирования горячекатаных труб создают станы в основном с трехвалковыми клетями. По конструкции их делят на две группы: клети с одним приводным валом и клети с тремя приводными валами (рисунок 12.10). Клети первой группы уступают по несущей способности клетям второй группы. Для тяжелых условий работы ни одна из известных конструкций клетей с одним приводным валом непригодна. В этих условиях применяют клети с тремя приводными валами.
За последние годы созданы десятки различных конструкций редукционных станов. Наиболее совершенным, надежным и простым в эксплуатации является двадцатичетырехклетевой редукционный стан (рисунок 12.11).
Непрерывная прокатка труб на длинной оправке. Непрерывная прокатка труб на длинной оправке является прогрессивным способом производства стальных бесшовных труб. Основные преимущества этого способа – высокая скорость прокатки, обеспечивающая производительность агрегата до 700 тыс. т в год; возможность прокатки тонкостенных труб (с толщиной стенки до 2 мм); лучшее качество поверхности труб и большая точность их геометрических размеров; возможность прокатки труб из легированных сталей, возможность полной автоматизации процесса.
|

|

На трубопрокатных агрегатах с непрерывным станом прокатывают трубы диаметром от 29 до 146 мм, с толщиной стенки от 1,75 до 10 мм, длиной от 10 до 20,5 из круглой катаной заготовки диаметром 100 – 150 мм, длиной от 0,8 до 4,0 м, массой до 500 кг. Агрегаты стран СНГ с непрерывным станом типоразмера 30 – 102 являются лучшими в мире.
Основное оборудование агрегата 30 – 102 включает: печи секционные или с вращающимся кольцевым подом, прошивной стан валкового типа, девятиклетевой непрерывный стан, редукционный стан, включающий в себя от 18 до 24 клетей, и одиннадцатиклетевой калибровочный стан.
Последовательность операций на агрегате следующая (рисунок 12.12). При прокатке труб большого диаметра заготовки подают электромостовым краном на загрузочное устройство и автоматически взвешивают на весах. Дозатор передает по одной заготовке на загрузочное устройство, которое с заданным интервалом укладывает их на под печи. Нагретую до температуры 1200…1250 °С заготовку загрузочная машина выдает на входной рольганг прошивного стана. В конце этого рольганга заготовку центрируют пневматическим зацентровщиком и сбрасывают в приемный желоб прошивного стана, на котором ее прошивают в гильзу. Скорость прошивки равна 0,9 м/с. Выходная сторона прошивного стана выполнена с осевой выдачей гильзы. Стержень, оставаясь неподвижным, удерживается последовательно срабатывающими роликовыми центрователями по мере снятия гильзы.
При прокатке труб малого диаметра заготовками для агрегатов с непрерывным станом являются круглые катаные штанги длиной 6…12 м диаметром 140 мм, которые пакетами подают на качающиеся решетки двухсекционных печей скоростного нагрева. Взвешенные на автоматических весах штанги по одной с помощью дозатора передают на первую и вторую линии загрузочного рольганга секционных печей. Каждая печь имеет двухручьевые ролики, по которым заготовку перемещают со скоростью 1,6 – 2,9 м/мин. Нагретые до температуры 1260 °С штанги делительными ножницами разрезают на мерные длины (1300…3200 мм). Оставшуюся часть штанги после каждого реза возвращают в камеру выдержки секционной печи. Благодаря подогреву штанги, заготовки перед прошивным станом имеют постоянную равномерную температуру по длине и сечению. Зацентрованные пневматическим центрователем заготовки подают рольгангом на прошивной стан.
Снятую со стержня гильзу рольгангом и передаточной решеткой подают в приемный желоб непрерывного стана. В этот же желоб скатывается промасленная оправка. При введении оправки в гильзу последнюю удерживают от продольного перемещения пневматическими зажимами. Длина оправки 19,5 м. Гильзу вместе с оправкой задают в клети непрерывного стана. Скорость выхода трубы из стана регулируют в пределах 1,8…5,5 м/с. Для снижения скорости трубы с оправкой на конце выходного рольганга имеется тормозное устройство. На девятиклетевом стане трубы прокатывают с коэффициентом вытяжки до 6.

1 – загрузочное устройство; 2 – секционная печь; 3 – ножницы горячей резки; 4 – прошивной стан; 5 – непрерывный стан; 6 – извлекатель оправки; 7 – установка охлаждения оправки; 8 – пила горячей резки труб; 9 – подогревательная печь; 10 – калибровочная стан; 11 – редукционный стан; 12 – летучие ножницы; 13 – сбрасыватель труб; 14 – охладительный стол
Рисунок 12.12 – Схема агрегата с непрерывным станом
С непрерывного стана трубу с оправкой передают на сдвоенный цепной оправкоизвлекатель, создающий усилие до 0,2 МН. Трубу удерживают в люнете и передний конец оправки захватывают клещами тянущей тележки, которая извлекает оправку. Усилие извлечения оправки при нормальной работе достигает 0,05…0,07 МН. Извлеченные оправки помещают в ванну для охлаждения от 400 до 100 °С и затем в промасливающую машину. Трубы передают для отрезки заднего разлохмаченного конца на дисковые пилы. После подогрева в индукционных печах до температуры 950…1050 °С они поступают на редукционный или калибровочный станы.
На редукционном стане трубы прокатывают со скоростью до 11 м/с и после этого разрезают на мерные длины летучей пилой, а после калибровочного – качающейся дисковой пилой. Разрезанные трубы поступают на охладительное устройство. Клети непрерывного стана установлены относительно друг друга под углом 90° и под углом 45° к плоскости пола. Каждая клеть оснащена индивидуальным приводом. Мощность двигателя 8- и 9-й клетей 450, остальных по 1400 кВт, так как основная деформация металла на стане производится в первых клетях. Частота вращения двигателей составляет 375 – 750 мин -1.
Производительность непрерывных агрегатов 30…102 не менее 350 труб в час. Нагрев заготовок при такой производительности обеспечивают две двухручьевых секционных или две кольцевых печи. Следует отметить, что из-за неполной утилизации отходящих газов на секционных печах стоимость нагрева 1 т металла в 2 раза выше, чем в кольцевых.
На агрегатах с семиклетевым непрерывным станом изготовляют трубы общего назначения, которые являются в основном заготовками для холодной прокатки и волочения труб.
Литература 1 осн. [136-262], 4 доп [168-226].
Контрольные вопросы
1. Какие основные оборудования включает трубопрокатный агрегат с непрерывным станом?
2. Заготовками для агрегатов с непрерывным станом что является ?
3. Расскажите о технологической схеме работы агрегата с автоматическими станами.
4. Рабочая клеть автоматического стана иметь какие валки?
5. Рабочая клеть прошивного стана из чего состоит?