Лекция 11. Листовая штамповка. Разделительные и формоизменяющие операции. Оборудование и инструмент. Формирование технологической схемы изготовления деталей
Листовая штамповка – это один из наиболее прогрессивных видов производства. Она имеет ряд технологических и экономических преимуществ перед другими способами обработки металлов давлением, а именно: получение жестких и прочных деталей малого веса и сложной формы; высокая производительность на основе автоматизации; экономное использование материала; низкая стоимость изделий.
Изделия штампуют из полосовой, листовой или ленточной заготовок сталей, цветных металлов, металлов с пластмассовыми покрытиями. По способу пластической деформации штамповку листа подразделяют на резку, гибку, вытяжку и формовку. В зависимости от толщины заготовки различают тонколистовую (до 4 мм) и толстолистовую штамповку; заготовки толщиной более 15–20 мм штампуют в горячем состоянии. В одном штампе обычно экономически выгодно совмещать несколько операций штамповки.
По способу совмещения операций различают штамповку: совмещенную, которая осуществляется в несколько операций одновременно за один ход пресса и за одну установку заготовки в штампе; последовательную – осуществляется, когда несколько операций осуществляются последовательно отдельными пуансонами за несколько ходов пресса при перемещении заготовки между ними, так что за каждый ход пресса получается готовая деталь; совмещено-последовательную, где комбинируются первые два варианта.
Основными направлениями развития штамповки листа являются: расширение производства штампованных из листа изделий взамен литых и кованых, комбинация штамповки листа и сварки, механизация и автоматизация штамповки, совершенствование конструкций штампов и технологии штамповки. Замена в массовом производстве литых и кованых деталей штампованными из листа позволяет снизить массу изделий на 25–50 %, расход металла на 30–70 %, трудоемкость изделий на 50–80 %.
Основные операции листовой штамповки делятся на разделительные (отрезка, вырубка, пробивка, обрезка, надрезка и т. п.) и формообразующие (гибка, скручивание, закатка, правка, вытяжка, рельефная формовка, отбортовка, чеканка, редуцирование, высадка и т. д.). Общим для них является, во-первых, применение заготовки из плоского проката, во-вторых, незначительное изменение толщины заготовки в операциях листовой штамповки. Разделительные операции листовой штамповки подразделяются по типу используемого инструмента (оборудования) на две подгруппы: резку металла ножницами, являющуюся в большинстве своем заготовительной, и резку металла штампами.
Для разделительных и формоизменяющих операций листовой штамповки применяют различные виды оборудования. Основным из них являются кривошипные листоштамповочные прессы различного усилия. Кроме того, в цехах листовой штамповки применяются гильотинные ножницы, гидравлические и чеканочные прессы, гибочные автоматы, агрегаты лазерной резки и др. В качестве инструмента применяют штампы, конструкция которых может быть и достаточно простой (вырубной штамп), и достаточно сложной (штампы совмещенного или последовательно действия). Технически совершенные, но сложные и дорогие штампы экономически выгодно применять в крупно-серийном и массовом производстве.
Типовой технологический процесс листовой штамповки состоит из следующих этапов: подготовительные операции (раскрой, резка на заготовки и т. д.), штамповочные и отделочные операции. Кроме собственно штамповки листовых материалов в цехах осуществляют правку заготовок, термические и отделочные операции: промежуточные отжиги для восстановления пластических свойств металла, полирование, окрашивание и т. д. Технологическая схема штамповки формируется исходя из наличия основного штамповочного и вспомогательного оборудования, сложности детали и требований к ее механическим свойствам.
Для холодной листовой штамповки листовые металлы с помощью ножниц предварительно разрезают на полосы или заготовки необходимых размеров. Основными типами ножниц, применяемых в листоштамповочных цехах (рисунок 11.1), являются: ножницы с параллельными ножами, ножницы с наклонными ножами (гильотинные), дисковые и вибрационные ножницы. Первый тип ножниц используется для резки узких и толстых полос и неметаллов. Метод резки на ножницах с наклонными ножами (гильотинных) является наиболее распространенным для резки металлических листов. Для резки рулонного металла и обрезки кромок лент применяют дисковые ножницы. Вибрационные ножницы используют значительно реже для получения штучных заготовок криволинейной формы.
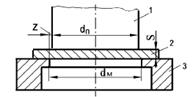
Основными операциями резания металла штампами являются вырубка и пробивка, при этом данные процессы можно представить в виде отделения одной части заготовки от другой по замкнутому контуру с помощью пуансона и матрицы (рисунок 11.2). При вырубке часть заготовки, которая остается на матрице, является отходом, а при пробивке та же часть заготовки является деталью. Так же, как и при резке ножницами, процесс резки состоит из трех стадий: упругой, пластической и скалывания. При этом последовательно происходит упругий изгиб с вдавливанием по кольцевому пояску со стороны матрицы и пуансона, возникновение изгибающего момента (выпучивание) и образование трещин со стороны матрицы и пуансона.

а – ножницы с параллельными ножами; б – гильотинные ножницы; в – дисковые ножницы; г – вибрационные ножницы
Рисунок 11.1 – Схемы резки листового металла с помощью ножниц
Большое влияние на деформацию металла и энергосиловые параметры оказывает выбор зазора z. При оптимальном зазоре z = (5−10 %)S поверхности сдвига и трещины со стороны пуансона совпадают с соответствующими трещинами со стороны матрицы. При малом зазоре и большой толщине металла от несовпадения трещин образуется кольцевая перемычка, которая перерезается с возникновением новых скалывающих трещин и на детали образуется дефекты: надрыв и двойной срез с протянутым заусенцем.
Разделительные операции применяются для раскроя листовых материалов, под которым понимают принятое расположение штампуемых деталей (заготовок) на листе, полосе или ленте. При этом раскрой должен обеспечивать минимальный расход металла, простоту конструирования штампа и высокую производительность. При резке листа различают поперечный, продольный и комбинированный виды раскроя, при резке полос – раскрой с отходами с частичными отходами и безотходный виды раскроя. Потери при раскрое зависят от геометрической формы детали, некратности листового материала, величины перемычек (межконтурных и внешних) и припусков на обрезку. Выделяют также различные виды раскроя: многорядный, наклонный, встречный, и др. Выбор варианта раскроя позволяет оптимизировать процесс и получить наиболее высокий коэффициент использования металла, который в общем случае определяется как отношение суммарной площади готовых деталей к площади заготовки.
|
Гибка – это технологическая операция листовой штамповки, в результате которой из плоской заготовки при помощи штампов получают изогнутую пространственную деталь (рисунок 11.3). Различают одноугловую, двухугловую и многоугловую гибку. В процессе гибки слои (волокна) металла, расположенные у внутренней поверхности испытывают сжатие в продольном направлении и растяжение в поперечном, а слои, расположенные у внешней поверхности, – растяжение в продольном направлении и сжатие в поперечном. Типовым дефектом является разрыв растянутых волокон на угле гибки при больших степенях деформации.
return false">ссылка скрыта
Рисунок 11.3 – Схема одноугловой (а) и двухугловой (б) гибки
Последовательность процесса одноугловой гибки включает 3 стадии: упругого изгиба, упруго-пластического изгиба и калибровки. При этом происходит постепенное уменьшение радиуса кривизны и плеча изгиба.
При проведении гибочных операций необходимо всегда учитывать наличие упругих деформаций материала, вследствие которых форма изделия после гибки отличается от формы штампа. Для получения заданного угла и радиуса после второй стадии гибки необходимо угол и радиус на штампе (на пуансоне) уменьшать на величину пружинения.
Вытяжка – это технологическая операция ЛШ, заключающаяся в превращении плоской или полой заготовки в открытое сверху полое изделие замкнутого контура. По геометрической форме получаемых деталей выделяют вытяжку изделий осесимметричной, коробчатой и сложной несимметричной формы. Кроме того, различают вытяжку с прижимом и без прижима, а также с утонением и без утонения стенок.
Вытяжкой, таким образом, получают детали различных конфигураций в плане и профилей в осевом сечении. Различают первый переход вытяжки, превращающий плоскую заготовку в пространственную деталь или полуфабрикат, и последующие переходы, в которых происходит дальнейшее формоизменение полого полуфабриката, т. е. увеличение его высоты при одновременном уменьшении поперечного сечения.
Схема вытяжки без прижима приведена на рисунке 11.4. Последовательность формоизменения следующая. Пуансон, воздействуя на центральную часть заготовки (рисунок 11.4, а), вызывает ее прогиб за счет создания изгибающего момента со стороны матрицы и пуансона. Дальнейшее опускание пуансона приводит к появлению радиальных растягивающих напряжений, достаточных для перевода фланцевой части заготовки в пластическое состояние. С этого момента начинается втягивание заготовки в матрицу с образованием боковых поверхностей вытягиваемого изделия при одновременном уменьшении диаметра заготовки. Действие радиальных растягивающих напряжений σr приводит к тому, что во фланце в тангенциальном (широтном) направлении возникают сжимающие напряжения σθ. Совместное действие этих напряжений обеспечивает втягивание фланца в отверстие матрицы и получение изделия (рисунок 11.4, б).
|

За одну операцию вытяжки можно получить одну неглубокую деталь, так как при больших степенях вытяжки в опасных зонах (переход от фланца к стенке и от стенки к дну) величина радиальных растягивающих напряжений σr может превышать максимальную σrmax, что приведет к отрыву фланца или дна от стенки детали.
Оценить величину деформации при вытяжке можно с помощью геометрического коэффициента вытяжки mв: mв = d/D.
В зависимости от соотношения высоты и диаметра вытягиваемой детали, а также относительной толщины заготовки А = (S/D)100 % вытяжка может быть выполнена за одну или несколько операций. Необходимо, чтобы вытяжка была произведена за наименьшее количество операций без применения промежуточного отжига. Поэтому при расчетах используют минимально допустимый коэффициент вытяжки mmin, величина которого зависит от номера перехода, относительной толщины и материала заготовки и др.
При расчете размеров заготовки для многопереходной вытяжки осесимметричных деталей используют условие, в соответствии с которым суммарный коэффициент вытяжки равен произведению частных коэффициентов за переход: mΣ = m1⋅ m2 ⋅ m3 ⋅ …⋅mn, а для определения возможности вытяжки на i -том переходе необходимо выполнения условия mвi ≥ mmin.
К операциям формовки относят рельефную формовку, отбортовку, раздачу, обжим и чеканку.
Рельефная формовка – это операция листовой штамповки, которая служит для получения выпукло-вогнутого рельефа за счет местных локальных деформаций растяжений. Таким способом получают рисунки, ребра жесткости, которые увеличивают общую жесткость детали на 100–200 %, снижают пружинение (повышение точности), позволяют уменьшить требуемую толщину металла.
Процесс отбортовки отверстий (рисунок 11.5) заключается в образовании в плоском или полом изделии с предварительно пробитым (просверленным) отверстием отверстия большего размера с цилиндрическими бортами или бортами другой формы.
Характеристикой деформации при отбортовке служит коэффициент отбортовки К0, определяемый как отношение диаметра предварительно пробитого отверстия d0 к диаметру отбортованного отверстия D. Типовым дефектом при отбортовке считается появление трещин на краю борта.
Раздача (растяжка) – это операция листовой формовки, предназначенная для увеличения краевой части полой цилиндрической заготовки (рисунок 11.6, а). К разновидностям данной операции относятся раздача коническим пуансоном, раздача резиновым пуансоном и раздача с помощью жидкости (гидравлическая).
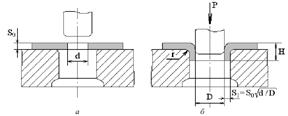
а – до деформации; б – после деформации
Рисунок 11.5 – Схема отбортовки отверстий

Рисунок 11.6 – Схемы раздачи (а) и обжима (б)
Обжим (обжимка) – это операция листовой формовки, предназначенная для уменьшения поперечных размеров краевой части полых цилиндрических деталей (рисунок 11.6, б). Применяется для изготовления деталей типа горловин и патронных гильз и проводится, как правило, с применением смазок. В качестве разновидностей операции можно выделить обжим трубчатых сечений (редуцирование на ротационно-обжимных машинах) и обжим полых деталей, производимый вертикальным давлением на механических прессах.
Чеканка предназначена для получения рельефного рисунка на листовой заготовке и, в основном, используется для изделий художественного назначения. Для деформации применяются специальные чеканочные прессы.
Литература 1 осн. [25-35], 2 осн. [62-93], 10 доп [5-467].
Контрольные вопросы
1. Какой из видов поперечной резки листового металла на ножницах является наиболее распространенным?
2. Каковы виды раскроя листов?
3. Каковы стадии формоизменения при одноугловой гибке металлических заготовок из листовых материалов?
4. Какое условие должно выполняться для того, чтобы осуществить вытяжку за один переход?
5. Каким образом рассчитывается коэффициент вытяжки?