МАТЕРИАЛДАР
Шыны туралы негізгі мағлұматтар.
Бүгінгі техника мен ғылымның сан қилы салаларында, құрылыс жұмыстарында, күнделікті тұрмыста шынының қолданылмайтын жері кемде-кем. Шыны туралы айтқанда ең алдымен көз алдымызға үйлердің терезелерінде қолданылатын әйнек елестейді. Осы әйнектердің өте мөлдірлігінің арқасында бүздің үйлеріміз күндіз жарық болып тұрады. Әйнек үйлердің терезелеріне қай кезден бастап салына бастады?
Шынылар туралы бұдан мыңдаған жылдар бұрын ертедегі Вавилонда белгілі болуына қарамастан, оны үйлердің терезесіне тек 14 ғасырдан бастап пайдаланды.
Біздің заманымызда терезе әйнектері бельгиялық өнертапқыш Фурио әдісімен жасалады. Шыны дайындау үшін негізгі шикізат ретінде таза кварц құмы, әктас, доломиттар, натрий сульфаты пайдаланады. Кейбір құрылыстық шыныларға олардың құрылыс-техникалық қасиеттерін арттыру үшін бордың (отқа төзімділігін арттырады), алюминидің (беріктілігін және химиялық төзімділігін арттырады), фтор, мырыш және т.б. тотығын қосады. Түрлі-түсті шынылар алу үшін марганец асқын тотығын, хром, кобальт тотықтарын қолданылады.
Шыныны өндіру мынадай операциялардан тұрады: шикізаттарды дайындау (байыту, кептіру, ұнтақтау); қоспаны дайындау (жеке бөліктерін араластыру, 1400-1500ºС температурада шыны қайнататын пештерде қайнату; қажетті температураға дейін суыту.
Қалыпқа салу тәсілі бұйымның түріне байланысты. Құрылысқа қажет шыны алу үшін тарту, прокат, престеу тәсілдерін қолданылады. Шыны қысқанда жоғары беріктік көрсетсе (600-1200МПа), созғанға аса шыдамайды (30-90МПа). Ол соққыға мүлде төзімсіз, яғни морт. Шыныға тән қасиет – оның өте мөлдірлігі және күн сәулесін көзге көрінетін бөлігінің 84%-ін өзінен өткізетіндігі. Шынылардың тығыздығы 2,2-2,6г/см³, өнеркәсіп шыныларының тығыздығы 2,5г/см³.
Шынының жылу өткізгіштігі төмен: шыны ыстыққа төзімсіз, сондықтан оны тез және жоғары температурада қыздырса немесе тез суытса, қолма-қол пайда болған ішкі күштерден шытынап сынып кетеді. Қыздырғанда шыны жұмсарады да, 1000ºС-да балқиды. Ол жоғары химиялық төзімділікке ие. Минералды қышқылдардың көбі, фторлысутекті қышқылдан басқасы, шыныны бүлдіре алмайды. Аса баяу болсада, сілті ерітінділері, тіпті таза су да шыныны біртіндеп бүлдіре береді.
Парақ шыны әртүрлі шығарылады; терезелік, витриналық, арматураға салынған, өрнектелген, жылутартқыш және т.б.
Құрылыста аса көп тараған шынының түрі парақты терезелік шыны. Оларды 85-90% жарық өткізетіндей, көлемі 400х400мм бестап 1600х2200мм етіп шығарады. Қалыңдығы 2-6мм.
Витриналық шыны ірі көлемді жалтыратылған, жалтыратылмаған күйде қалыңдығы 6-10мм етіп шығарылады. Олар дүкендерді, мейрамханаларды, көрме залдарын, вокзалдарды әйнектеуге пайдаланады.
Өрнекті шыны түссіз және түрлі-түсті шыны массасын оюланған оқтауларда (гравирование валки) прокаттау арқылы алады. Өрнекті шыныны архитектуралық сәндік элементтерінің бірі ретінде және тура көріну қажетсіз болғанда терезелерде, (сквозная видимость) ішкі жұқа қабырғаларында, есіктерде және шашыраңқы жарық (рассеянный свет) қажет болғанда қолданылады.
Жылутартқыш шынының құрамында күн спектрінің инфрақызыл сәулелерін жұтатын қоспалар болады.
Оны оңтүстік ыстық жақтарда күн радиациясын азайту үшін қолданылады.
Шындалған шыны алдын-ала белгіленген әлпі бойынша қыздыру тәсілімен жасалады. Осы шыны түрінің қарапайым шыныға қарағанда беріктігі 5-8 есе, ыстыққа төзімділігі 2 есе, соққыға беріктігі 4-6 есе артық болады. Құрылыста қалың шаңдалған шыныны есік, ішкі жұқа қабырғалар, төбе жабындыларын жасауға пайдаланады.
ШЫНЫДАН ЖАСАЛҒАН БҰЙЫМДАР
Іші қуыс шыны блоктар престен өткен шыны массасының екі жартысын біріктіріп пісіру арқылы жасалынады.
Шыны блоктың көлемі 294х29х98мм, тығыздығы 800кг/м³, жылуөткізгіштігі 0,46Вт/(мºС), жарықөткізуі 50-60% және жарық тартуы 25%-ке жуық. Блоктар түссіз және түрлі-түсті болыпшығарылады; оларды сыртқы жарық түсетін ұңғыларды толтыру үшін және жарық түсіретін мөлдір жабындылар мен ішкі жұқа қабырғаларды қолданылады.
Шыны пакеттер екі немесе одан да көп шыны парақтарының жиегі темір құрсаумен қапталып, шынылар арасындағы қуыста ауа тұратын бұйым. Олар ғимараттарды әйнектеу үшін қолданылады. Шыны пакеттен әйнектелген терезелер терлемейді, олардан суық өтпейді. Дыбыс өтуі 2-3 есе азаяды, терезе блогының бір шаршы метріне келетін ағаш 1,5-2 есе азаяды, ғимараттардың сыртқы пішіні көркееді.
Шыны профилит қорап, тавр, қырлы пішінді ірі көлемді шыныдан жасалған құрылыстық бұйым. Оны үздіксіз жұқарту тәсілімен арматура салынған және салынбаған, түссіз және түрлі-түсті шыныдан жасайды. Шыны профилит тік және көлбеу жарық өткізетін қоршауларды жасауға, төбеде орналасқан терезелерді әйнектеуге және өнеркәсіптік ғимараттардың ішкі жұқа қабырғаларын құруға қолданылады.
Шыны құбырлар. Олар тік немесе көлбеу тарту тәсілімен және центрден тепкіш қалыбында жасайды. Шыны құбырлардың диаметрі 0,1-40мм (жұқа қабырғалы), 50-2000мм-ге (қалың қабырғалы) дейінгі аралықта шығарылады. Ұзындығы 1,5-3м. Бұл құбырлар олардың ішімен ағатын сұйықтын температурасы 120ºС және қысымы 0,3МПа шамасына мөлшерленген. Шыны құбырлар тамақ, медицина, химия және басқа өнеркәсіп салаларында сұйықтарды аластауда және тасымалдауда кеңінен пайдаланады. Шыны құбырлар мөлдір, таза және беті тегіс болып келетіндіктен, олардың ішімен ағатын сұйыққа кедергі келмейді.
Есік полотналарын ірі көлемді шыңдалған парақты шыныдан жасайды. Металл беріткіштер орнатылатын етіліп полотнолардың жиегі өңделіп, кертіктер қалдырылады.Олар сауда үйлері мен павильондар есігіне пайдаланады.
Шыны қаптау тақталары беріктік және пайдалану ыңғайы бойынша керамикалық тақталардан артып түседі.
Оларды эмальды, кілем-өрнекті түсте шығарылады. Оларды санитарлық тораптарды, душ, және ванна бөлмелерін (ақ немесе түрлі-түсті эмаль жағылған тақталар) қаптауға, қоғамдық ғимараттардың қабырғаларына сәндік өң беру үшін (түрлі-түсті эмаль жағылған тақталар), сыртқы қабырғаларды жартылау немесе тұтас қаптауға (кілем-өрнекті тақталар) және т.б. пайдаланады.
Шыныкристаллит көлемі 600х400, 400х300 және 300-2000мм, қалыңдығы 25-12мм дейін болатын тақталар түрінде шығарылады. Сыртқы беті жалтыратылған, әртүсте және табиғи тастарға ұқсас болып келеді. Оларды сәнді паннолар жасауға, қабырғалардың сыртқы және ішкі беттерін қаптауға, қоғамдық ғимараттардың еденін төсеуге пайдаланады.
СИТАЛДАР МЕН ҚОҚЫС СИТАЛДАР
Ситалдар шыныны жартылай немесе толық кристалдандыру арқылы алынатын шыныкристалды материалдар. Ситалдарды өндіру үшін шыны өндірумен салыстырғанда қосымша термиялық өңдеу қажет. Осы процесс үстінде шынының кристалдандыруы жүреді.
Сыртқы түрі ситалдардың қара, қоңыр, сұр, ақшыл қызыл және басқа да түсте болады. Сонымен қатар күңгірт және мөлдір болады. Ситалдардың кристалдық құрылымы оның жоғары физика-механикалық қасиеттерін көрсетеді. Ситалдардың сыққандағы беріктік шегі 500МПа-дан артық. Ситалдардың жылулық ұлғаюы аз, беріктігі жоғары бола тұра, оларға жоғары термиялық төзімділік, ұзақ мерзімге жарамдылық, жегі әсерге төтеп беретіндік, тозбайтындық тән. Ситалдарды берік, химиялық және термиялық тұрғыдан төзімді тақталар, құбырлар және басқа бұйымдарды жасауға қолданады.
Қоқыс ситалдар – микрокрисстал құрылымды жаңа құрылыс материалы. Оларды өндіру үшін металлургия қоқыстары шикізат ретінде пайдаланады. Балқыған қоқыстарға қоспалар салып, үздіксіз немесе жұқарту тәсілімен бұйымдар қалыптастырады. Бұдан соң оларды кристалдандыру үшін термиялық өңдеуден өткізеді. Қоқыс ситалдардың құрылымы тығыз және беріктігі, қаттылығы, термиялық тозбайтындығы жоғары, химиялық тозбайтындығы жоғары, химиялық жегі ортада төзімді болады. Қоқыс ситалдардың түсі қара сұр немесе сұр, алайда керамикалық бояулармен олардың түсін өзгертуге болады.
Қоқыс ситалдарды еденге төсеуге, әртүрлі ғимарат қабырғаларын қаптауға, химиялық жегілік жағдайда жұмыс істейтін өнеркәсіп үйлерінің құрылыстық конструкцияларын қорғаныш қаптама ретінде, химиялық және тау-кен өндірісі жабдығын қаптау үшін қолданылады.
6-ТАРАУ. МЕТАЛДАР ЖӘНЕ ОЛАРДЫҢ ЖІКТЕЛУІ
Металдар негізінен қара және түсті болып екі топқа бөлінеді.
Қара металлдар – темірдің көміртегімен қорытпасы. Сонымен қатар олардың құрамында азды-көпті мөлшерде басқа да химиялық элементтер (кремний, марганец, күкірт, фосфор) болады. Қара металлдарды арнайы қасиетке ие ету үшін олардың құрамына жақсартқыш қоспалар (никель, хром, мыс және басқалары) енгізіледі. Құрамындағы көміртегінің мөлшеріне қарай металлдар қара және түсті болып бөлінеді.
Шойын – құрамында 2-4,3% көміртегі бар теміркөміртекті қорытпа. Атқарар міндетіне қарай шойындар құйма, қайта құйылған және арнаулы болып бөлінеді. Құйма шойындар әртүрлі құрылыс бөлшектерін құю үшін қолданылады. Қайта құйылған шойындар болат өндіру үшін, ал арнаулы шойындарды болат өндіргенде және арнайы шойын құймаларын шығарғанда қоспа ретінде пайдаланады. Шойында марганецтің, кремнидің, фосфордың сонымен қатар, жақсартқыш қоспалар – никель, хром, магний және т.б. болуы оған жоғары механикалық қасиеттер дарытады. Және ыстыққа және тоттануға төзімділігін қамтамасыз етеді. Никель, хром, магний және басқа элементтер қосылған шойындар жақсартылған (легированные) шойындар деп аталады. Беріктігі жоғары шойындарды сұйық шойынға кремний, кальций т.б. қосып түрлендіру арқылы алады.
Болат – құрамында көміртегі 2%-ке дейін болатын қақтауға төзімді темірсутекті қорытпа. Алыну тәсіліне қарай болаттар мартендік, конвертерлік және электрболат түрлеріне бөлінеді. Болаттар химиялық құрамы бойынша қорытпаға кіретін элементтерге қарай көміртекті және жақсартылған болады. Темірдің көміртегі мен марганец, кремний, күкірт және фосформен қорытпасы көміртекті болаттарға жатқызады. Әртүрлі тәсілмен алынған көміртекті болаттар суу ерекшелігіне қарайтыныш, жартылай тыныш және бұрқылдақболып таратылады. Жақсартылған болат деп құрамына жақсартқыш (легирующий) қоспалар - никель, хром, вольфрам, молибден, мыс, алюминий және т.б. болаттарды айтады.
Енгізілген жақсартқыш қоспаларына қарай болат хроммаргенецті, маргенецникельмысты және т.б. деп аталады. Сонымен бірге қоспалардың мөлшеріне қарай жақсартылуы төмен (жақсартқыш қоспалардың мөлшері 2,5%-ке дейін), орташа жақсартылған (жақсартқыш қоспалардың мөлшері 2,5-10% және жақсартылуы жоғары ) жақсартқыш қоспалардың мөлшері 10% артық.
Атқарар міндетіне қарай әртүрлі құрылыс конструкция лары мен машина бөлшектерін дайындауға қолданылатын конструкциялық болаттар ыстыққа төзімді, тозбайтын және тот баспайтын,саймандық болаттар болады. Сапасы бойынша болаттар кәдімгі (қатардағы), сапалы жоғары сапалы және айрықша жоғары сапалы болып бөлінеді.
Түсті металдартаза күйінде құрылыста мейілінше сирек қолданылады. Көбінесе түсті металдардың қорытпалары пайдаланылады. Олар нағыз тығыздығына қарай жеңіл және ауыр болады.
Жеңіл қорытпалардыалюминий немесе магний негізінде алады.
Ауыр қорытпалардымыс, қола,мырыш, қорғасын негізінде алады.
ШОЙЫН МЕН БОЛАТ ӨҢДІРУДІҢ НЕГІЗДЕРІ
Темір кенінен қара металдардың өндіру-күрделі технологиялық процесс. Алғашында шойын алынады, артынан шойында болатқа айналдырады.
Шойынды домна пештерінде балқытады. Шойын өндірудің бастапқы материалдары темір рудалары, отын және қоспалар (флюстер).
Темір рудалары-оттегімен және басқа элементтерімен химиялық қосылыс ретінде құрамында темір кездесетін тау жыныстары. Темір рудаларының құрамында басқа да кремнезем, глинезем, әктас және т.б. түріндегі қосылыстар («бос жыныс» деген жалпы атаумен біріккен) кіреді. Тегінде шойын өндіру үшін темірі 70% магнитті темірді, темірі 65% қызыл темірді, темірі 60% қызыл қоңыр темірді пайдаланады. Отын ретінде кокс жұмсалады. Флюстер (әрітпе)-әктастар, доломиттер және қайрақтастар. Олар бос жыныстың балқу температурасын азайту үшін оны отынның күлін қоқысқа айналдыру үшін қажет.
Домна пешінде температура 11500С жеткенде сұйық шойын пайда болады.
Болат өндіру процесі қайта өңделетін шойындағы қоспаларды (көміртегі, кремний, марганец, күкірт, фосфор) азайту. Аталған қоспалар болат балқытқанда мүлде жанып ұшып кетеді немесе қоқысқа айналады.
Болат өндірудің мынадай түрлері бар:
К о н в е р т е р л і к т ә с і л бойынша болатты конзертер-пештерден алады. Конвертерлердің сиымдығы 600 тоннаға дейін жетеді. Болат балқытудың бұл тәсілінің өнімділігі жоғары, барынша үнемді.
Конвертерлік болатты құрылыстық профильдер, сортты және жұқа жалпақ болат бұйымдарын, сым алу үшін пайдаланады.
Болат алудың ең көп тараған түрі м а р т е н д і к т ә с і л. Мартен пештерінің сиымдылығы 1000т.
Мартен болаты конвертер болатына қараған жоғары сапалы: оны құрылыс конструкцияларын (торқөз арқалықтар, кранасты арқалықтары, көпірлер, рельстер және т.б.) дайындауға және беріктігі жоғары болат шыбық (арматура) жасауға пайдаланады.
Э л е к т р м е н б а л қ ы т у – арнаулы және сапалы: болат өндірудің ең жетілдірген тәсілі. Болатты доғалық немесе индукциялық пештерге балқытады. Ең көп тарағаны – сыйымдығы 200т доғалық пештері. Жүретін процестері бойынша электрмен балқыту болат өндірудің мартендік тәсілінен басқаша емес. Алайда электрмен балқытудың басты кемшілігі төмен өнімділік пен болаттың өзіндік құнның жоғары болуы.
ШОЙЫН ҚҰЮ
Ш о й ы н н ы ң қ а с и е т т е р і м е н м а р к а л а р ы.
Қоспалар мөлшері мен суыту тездігіне қарай шойын ақ және сұр болады. Бұл атаулар шойынның түсіне сәйкес келеді. Ақ шойынның беріктігі жоғары болғанымен тым морт; оны созымды шойын мен болат жасауға пайдаланады. Сүр шойын балқыған күйде қалыпқа оңай құйылады, суығанда аз отырады, сонымен қатар механикалық өңделуі жеңіл. Сүр шойынды әр түрлі құрылыс бұйымдарын құю үшін қолданылады.
Шойын бұйымдар құрылыста кеңінен пайдалынады: санитар-техникалық бұйымдар мен жабдықтар, жылыту радиаторлары, булау астаулары (ванны), жуғыштар, вентильдер.
БОЛАТТЫҢ ТҮРЛЕРІ МЕН ҚАСИЕТТЕРІ
К ө м і р т е к т і б о л а т т а р - темірдің көміртегімен қорытпасы. Оның құрамында басқа қоспалар да болады: кремний, марганец, фосфор мен күкүрт. Бұлардың әр қайсысы болаттың механикалық қасиеттеріне ықпал етеді. Қатардағы сапалы болатта көміртегі 0,06-0,62%. Көміртегі аз болаттардың созылмалылығы (пластичность) мен соққыға түтқырлығы жоғары болады. Көміртегінің артық болуы болатқа морттық пен қаттылық дарытады.
Болаттың сапасын артыру үшін қорытпаға қоспалар – марганец пен кремний қосылады, әдетте марганецтің мөлшері 0,25-0,9%. Ол болаттың созылмалылығын аса төмендетпей беріктігін арттырады. Болаттағы кремнийдің мөлшері 0,35-тен аспаса, ол болаттың қасиеттеріне айтарлықтай ықпал етпейді. Фосфор мен күкүрт зиянды қоспалар. Фосфор болаттың морттығын арттырады, сондықтан оның мөлшерін (суығанда сынғыш) құрылыстық болаттарда 0,05%-тен аспауы қаже. Күкүрттің мөлшері 0,07%-тен асса, болат қыздырғанда морт болады да, сонымен қатар оның беріктігі мен тотығуына тезімділігін төмендетеді.
№7 кесте. Қатардағы сапалы көміртекті болаттардың механикалық қасиеттері
| А-тобындағы болат маркалары | Созудағы беріктік шегі МПа | Аққыштық шегі МПа | Салыстырмалы ұзару % |
| С 0 | 31-ден кем емес | - | 20-23 |
| С 1 | 320-420 | - | 31-34 |
| С 2 | 340-440 | 200-230 | 29-32 |
| С 3 | 380-490 | 210-250 | 23-26 |
| С 4 | 420-540 | 240-270 | 21-24 |
| С 5 | 460-600 | 260-290 | 17-20 |
| С 6 | 600-ден кем емес | 300-320 | 12-15 |
Құрылыста көбінесе С 3 маркалы болат қолданылады. Ол азаматтық және өнеркәсіптік ғимараттардың конструкцияларын, электр желілері бағаналарын, резервуаллар мен құбырларды, темірбетон шыбықтарын, жасауға жұмсалады. Сапалы конструкциялық көміртекті болаттарды машина жасауда, ал аспаптық (инструментальный) болатты-әртүрлі кескіш саймандарды жасауға пайдалынады.
Ж а қ с а р т ы л ғ а н (легированные) б о л а т т а р. Сәл жақсартылған (низколегированные) болаттар құрылыста жиі қолданылады. Сәл жақсартылған болаттарда көміртегінің мөлшері 0,2%-тен аспауы тиіс, өйткені одан асса, болаттың созымдылығы мен тотығуға төзімділігі төмендеуімен қатар дәнекерлігіштігі (свариваемость) де нашарлайды. Жақсартқыш қоспалардың болаттың қасиеттеріне мынадай ықпалы бар: марганец болаттың беріктігін, беріктігі мен ыстыққа төзімділігін; ал мыс-жауын-шашыннан тотығуға төзімділігін; никель-беріктігін кемітпей, тұтқырлығын жақсартады. Сәл жақсартылған болаттардың көміртегі аз болаттарға қарағанда механикалық қасиеттері жоғары болады.
Құрылыста металл конструкцияларын жасауға көп қолданыс тапқан сәл жақсартылған болаттардың маркалары 10хСНД, 15ХСНД, 10Г-23Д және басқалары.
Орта және жоғары дәрежелі жақсартылған (среднее – высоколегированные) болаттар тек конструкцияларға тотығуға жоғары төзімділік қажет болғанда ғана қолданылады.
БОЛАТТЫҢ ҚАСИЕТТЕРІ
Физикалық қасиеттердің ішінде ең маңыздыларына: дәл тығыздық, балқу температурасы, жылу сиымдылық, жылу өткізгіштік, температуралық ұзару коэффициенті.
Балқу температурасы – болат қатты күйден сұйық күйге көшетін температура. Темірдің балқу температурасы 15350С, бірақ олардың құрамына көміртегі және элементтерді қосқанда ол өзгереді. Мысалы құрамына 4,3% көміртегі бар шойын 11300С балқиды.
Температуралық ұзару коэффициенті – болат үлгінің температураны 10С-қа жоғарылатқандағы салыстырмалы ұзаруы (11-11,9) 10-600С-тең.
Болаттардың механикалық қасиеттері оның созғандағы беріктік шегімен, аққыш шегімен, салыстырмалы ұзаруымен, қаттылығымен және соққылық тұтқырлығымен сипатталады.
Болаттың аққыштығын туғызатын ішкі күш аққыштық шегі деп аталды. Бұндай күш түскенде материалда қалдық деформация туады, яғни бұл күшті алып тастағаннан соң да деформация қалып қояды.
Күшті әрі қарай көбейтсе, материал күйрейді. Осы сәтте материалда пайда болатын күш беріктік шегі деп аталады: мұнда Р-ең үлкен күш, S -үлгі қимасының бастапқы ауданы; мм2.
Болатты үзуге сынау кезіндегі салыстырмалы ұзару болаттың созымдылығын сипаттайды, яғни үзілмей, жарылмай едәуір қалдық деформацияға ұшырау қабілетін көрсетеді.
С а л ы с т ы р м а л ы ұ з а р у- формуласы бойынша анықталады: мұнда – есептік (бастапқы) ұзындық, мм. – үзілгеннен кейінгі ұзындық, мм.
Созуға сынау құрылыста қолданылатын болаттардың механикалық қасиеттерді бағалаудың негізі болып табылады.
Қ а т т ы л ы – болаттың өзіне басқа денелерлің, мысалы алмаз кокус немесе болат шардың батуына қарсылық көрсету қабілеті.
С о қ қ ы л ы қ т ұ т қ ы р л ы қ – болаттың динамикалық (соққы) жүктемелерге төтеп беру қасиеті.
Химиялық қасиеттердің ішінде ең маңыздылары тотығуға төзіміділік, ол болаттың қоршаған ортаның бүлдіру әрекетіне кедергі келтіру қабілетімен сипатталады.
Технологиялық қасиеттер болаттың қысыммен, кесумен, құюмен, пісіруімен өңдеуге икемділігін көрсетеді.
Т е р м и я л ы қ ө ң д е у – болаттың физикалық-механикалық қасиеттері жақсартады.
Болатты термиялық өңдеудің мынадай түрлері бар: шыңдау, босату, жасыту, қалыпқа келтіру.
Ш ы ң д а у – болатты 800-9000С дейін қыздырып, суға немесе майға малып тез суыту. Шыңдау болаттың беріктігі мен қаттылығын арттырғанымен оның соққыға тұтқырлығын кемітеді.
Ш ы ң д а л ғ а н б о л а т т ы б о с а т у – оны 200-3500С дейін бояу қыздыру, осы температурада ұстап біртіндеп ауада суыту. Босатуда болаттың қаттылығы азаяды, алайда соққыға тұтқырлығы артады.
Ж а с ы т у – болатты белгілі температураға дейін қыздырып, пеш ішінде бояу суыту. Болатты жасытудың мақсаты – оның қаттылығын азайып, тұтқырлығын арттыру.
Қ а л ы п қ а к е л т і р у – жасытудың бір түрі, ол шыңдау температурасынан төмен температураға дейін қыздырып, сол температура бір талай ұстап, артынан ауада суытудан тұрады.
Қалыпқа келтіру болаттың қаттылығын, беріктігін және соққыға тұтқырлығын арттырады.
БОЛАТТАН ЖАСАЛҒАН БҰЙЫМДАР
Болат бұйымдарды жасағанда балқыған болатты астаушаларға бөліп құяды. Астаушылардан суырып алынған құймаларды қысым күшімен өңдейді. Болат құймаларды қысым күшімен өңдеумен бірнеше түрі бар.
С ы ғ ы м д а у (прокатка) – белгілі пішіндегі болат бұйымдарды жасаудың ең көп тараған тәсілі. Сығымдағанда болат құйма сығымдау станының айналатын болат біліктерінің арасынан өткізіледі, соның салдарынан ол қысылып, жаншылап алдын-ала белгіленген пішімге (профиль) ие болады. Болатты суық күйінде сығымдайды.
Ыстық сығымдау арқылы қимасы дөңгелек, шаршы таспа, тең бүйірлі, тең бүйірсіз бұрыштық швельлер, қос табрлы арқалықтар, көртпе-ойықты қадалар, құбұрлар, сыртқа бұдыр шыбың болат жасалады.
С ү й р е т і п т а р қ а н д а құйма болат қимасынан қимасы кем тесіктерден біртіндеп тартылады, соның салдарынан құймақысылып тартылып шығады.
Сүйретіп тарту болаттың суыған күйінде іске асырылады. Бұл тәсілмен жасалған бұйымдардың пішіні дәл, беті тегіс болады. Сүйретіп тарту тәсілмен сым, кіші диаметрлі құбырлар, сонымен қатар құймасы дөңгелек, шаршы және алтыбұрыш шыбықтар жасалады.
С о ғ у – алдын-ала белгіленген пішін беру үшін қызған болатты балғамен қайта-қайта соққылау тәсілімен бұйым жасау.
С о ғ у тәсілімен әр түрлі болат бөлщектер (болаттар, анхерлер, қапсырма, шегелер) дайындайды.
Ү л г і б о й ы н ш а (штамповка) – балға соққысымен созылып қалпты толтырылатын соғу тәсілінің бір түрі. Үлгі бойынша шығару болатын суық және ыстық күйінде жүргізіледі. Бұл тәсілмен пішіні өте дәл бұйымдар жасауға болады.
С ы ғ у – контейнердегі болатты тесіктерден сығып шығару тәсілі. Бұл тәсілмен қимасы әр түрлі профильдер алуға болады, солардың ішінде шыбықтар, диаметрлері кіші құбырлар және әр түрлі пішіндегі профильдер алынады.
С у ы қ к ү й д е п і ш і н д е у– сығымдау стандарында парқталған не жұмыр болатты өзгеріске салу.
БОЛАТ БҰЙЫМДАРДЫҢ ТҮРЛЕРІ
Металл өңдеу өнеркәсібі көптеген түрде болат бұйымдарын шығарады.
Сығымдалған бұрыштық болат екі бүйірі тең, тең емес түріне шығарылады. Сөресінің ені 20-250мм; биіктігі 50-400мм; сөресінің ені 32-115мм; швеллерлер; қоставрлар – кәдімгісінің сөресі кеңін. Жай қоставлардың биіктігі 100-700мм; сөресі кеңінікі-1000мм-ге дейін.
Пішінделген болатты пісіру мен тойтарма көмегімен әр түрлі болат конструкцияларды (өнеркәсіптік және азаматтық ғиммараттардың қаңқалары мен төркөз арқалықтары), көпірлердің аралық құрылымдарын, жабын арқалықтарын және т.б. жасауға пайдаланады. Бұған қоса, сығындаумен және үлгі бойынша шығарылған болаттардан өнеркәсіптік және қоғамдық ғимараттардың торкөздерін дайындайды.
Қимасы шаршы сығымдалған болатты және тілімделген жұқа болатты құрылыста әр түрлі мақсаттарда пайдаланады. Жұмыр болатты негізімен темірбетонның болат шыбықтарының жасауға жұмсайды.
Тұтастай шығарылған және балқытуымен дөнекерлінген диаметрі 50-1620мм болат құрбылылар газ, мұнай жүретін, сумен қамтамасыз ететін, жылу беретін жүйелер үшін қолданылады.
Ұсақ болат бұйымдар сығымдалған болат пішінді болаттардан әр түрлі құрылыс конструкцияларын жасағанда пайдаланады.

|
Прокаттық болаттардың түрлері
а-теңбүйірлі бұрышына, б-әрқилы бүйірлі бұрыш, в-швеллер,
г-қоставр, д-кранасты рельсі, е-жұмыр, ж-шаршы, з-таспа,
и-керпе қада, к-беттік, л- бедерлі, м-толқынды

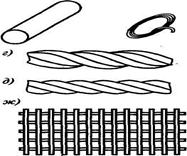
Болат шыбықтарының түрлері
А-жұмыр шыбық, б-ыстық күйде тапталған бұжыр шыбық А-II класстық, в-сол, А-III, г-суық күйде төрт жағынан жанышталған шыбық, д-сол, екі жағынан, е-бұратылған
Болат шыбықтар темірбетон бұйымдарының аса маңызды құрамдас бөлігіне жатады. Болат шыбықтар дайындай тәсіліне, пішіне және қолданылу саласына қарай жіктелді. Болат шыбық ыстық күйінде соғылған, суық күінде созу арқылы беріктігі күшейтілген және термиялық тәсілмен мықталған болып бөлінеді.
Болат шыбықтарды шартты белгі А-мен таңбалайды. Ыстық күйінде соғылғандарының кластары: А-І, А-ІІ, А- ІІІ, А- ІV және т.б. термиялық өңдеуде өткендеріне « А » индексі қосылады, мысалы: А-І, А-ІІ. Созып қатайтылған болат шыбықтар Ав-ІІ.
Болат сымдар В-І класындағы (құрамында көміртегі аз) суықта созылған алдын-ала көрілмеген конструкцияларда пайдалануға В-ІІ класты (көміртегі) алдын-ала керілетін конструкцияларда қолдануға арналған болып келеді.
Диаметр 10мм-ден болат сымдар орам ретінде, ал диаметрі 10-мм және одан жуандары ұзындығы 10-12м шыбық күйінде шығарылады.
ТҮСТІ МЕТАЛДАР ЖӘНЕ ОЛАРДЫҢ ҚОРЫТПАЛАРЫ
Қазіргі заманғы құрылысты түсті металдарды таза күйінде сирек қолданады десе де болады. Негізінде тығыздығы төмен, созылмалылығы жоғары және тотығуға төзімді, сонымен бірге сәндік сапалары тәуір кейбір металдардың, мысалы алюминий, мыс, мырыш, қорғасын, қалайы, маргинец қорытпаларын қолданады.
А л ю м и н и й ж ә н е о н ы ң қ о р ы т п а л а р ы.
Алюминий түсі ақ күмістей, тығыздығы 2,7г/см3 жеңіл металл. Ол созылмалы, сығымдауға ыңғайлы, балқу температурасы 6570С. Сыртында қорғаныштық оксид қабатты пайда болатындықтан, алюминий ауада тотығуға өте төзімді.
Құрылыста алюминий таза күйінде бөлшектер құюға, өте жұқа қаңылтыр жасауға, алюминий бояуында пайдалынатын өте майда ұнтақ ретінде, қуысты бетон жасағанда кеуек туғызу үшін пайдаланады.
Алюминий қорытпаларын алюминийге мыс, марганец, магний, кремний қосып жасайды. Бұл қорытпалардың алюминиймен салыстырғанда беріктігі,созылмалдығы және тотқа төзімділігі жоғары. Алюминий қоспалары арасында көп қолданылатыны алюминий-марганец, алюминий-магний, дюралюминий қоспалары көп колданылады. Қазіргі кезде алюминий қорытпаларының қолданылу саласы едәуір кеңейді. Оларды аралықтары алшақ ғимараттарды салғанда жегі отрасы бар химиялық кәсіпорнындары конструкцияларын, құрастырмалы-бұзбалы жеңіл конструкцияларын, витриналар мен терезе көздерінің құрсауын, сырты алюминий қорытпасымен жасалған,ортасына жылу оқшаулағыш материал салынған үшқабат ілмелі панельдерді, төбе панельдерін, аспалы төбелерді, балкон қоршауларын жасауға қолданылады.
Алюминий қорытпаларының жасалған конструкцияларын элементтерін тойтарма, болт, электрлік дәнекер және желімен қосады.
МЫС ЖӘНЕ ОНЫҢ ҚОРЫТПАЛАРЫ
Мыс – жұмсақ созылмалы қызғылт түсті металл, тығыздығы 8,9 г/см3 балқу температурасы 10830С және созып тартқандағы беріктік шегі 200МПа. Мыстың жылу және элеткр өткізгіштігі
жоғары. Мыс құрылыста таза күйінде мүлде дерлік пайдалынады, алайда әр түрлі қорытпалардың негізгі бөлігі болып табылады.
Мыстың мырышпен (40%-ке дейін) қоспасы жез деп аталады. Бұл қорытпаның механикалық қасиеттері жоғары, тотқа ұшырмайды, қыздырып, суытып өңдеуге оңай.
Құрылыста жезді шыбық, сым, парақ, құбыр күйлерінде, ғимараттардың ішін сәулеттік сәнге бөлеу үшін қолданылады.
Мыстың қалайы, алюминий, марганец немесе никельмен қорытпасын қола дейді. Оның механикалық құйылу, сәндік қасиеттері жоғары, тотқа да төзімді. Қоланы құрылыста ғимараттың ішкі жабдығының әр түрлі бұйымдарын (санитарлы-техникалық тетіктер, фурнитура және басқалары) жасауға пайдаланады.
Мырыш – көкшіл-ақ түсті металл. Оның тотануы оңай емес, сондықтан да әр түрлі болат бұйымдарды мырышпен бүркеу үшін қолданылады.
Қорғасын – сұрғылт-көк түсті ауыр металл. Ол құюға қолайлы, оңай сығымдалады, күкүрт және тұз қышқылдарының әсеріне шыдамды, рентген сәулелерінен қорғаныш қасиеттері бар. Құрылыста қорғасыннан арнайлы құбырлар даярлайды, тотықпайтын жабынды, судан оқшаулағыштың айрықша түрін жасауға қолданылады.
МЕТАЛДЫ ТОТ ПЕН ОТТАН ҚОРҒАУ
Тот басу деп металдың қоршаған ортаның әсерінен бүлінуін айтамыз. Тот басу нәтижесінде жыл сайын өндірілетін қара металдың 10-12% жойылады.
Тот басудың түрлері.
Химиялық тот басу металға құрғақ газдар мен электролит болып табылмайтын органикалық сұйықтардың әсерінен болады.
Химиялық тот басудың мысалы ретінде жоғары температурада металдың қышықлданып, оның бетінде тот (окалина) пайда болуын келтіруге болады. Тот басудың бұл түрі сирек кездеседі.
Электрохимиялық тот басу металға электролиттердің (қышқылдар, сілтілер, тұздардың ерітінділерінің) әсерінен болады.
Қоршаған ортаның түріне қарай электрохимиялық тот басу атмосфералық, суастылық және топырақтық болады. Құрылыс конструкциялары металдан жасалған көпірлердің арқалықтары, торкөзаралық атмосфералық тот басуға көп ұшырайды. Атмосферадағы көмірқышқыл және күкүртті газдар ауаның ылғалына қосылып болатқа әсер ететін электролит құрайды.
Суастандағы тот басу құрылыс конструкциялары суастында орналасқанда болады.. топырақтағы тот басу конструкция металының топырақпен өзара байланысқа түсуінен болады.
Металды тот басудан қорғау.
Металды тот басудан қорғаудың әр түрлі тәсілдері бар.
Л а к б о я у л а р ы м е н ж а б у – металды тот басудан қорғаудың ең көп тараған түрі. Жұқа қабық құрайтын материал ретінде нитроэмальдар, мұнай, тас көмір және синтетика лактары, шөп майы негізінде жасалған бояулар қолданылады.
М е т а л л е м е с ж а б ы н д а р – едәуір әр түрлі. Оған эмальдау, шынымен цемент – казеин құраммен, парақ пластикпен және тақтайшалармен қаптау, пластмасса бүрку және т.б. жатады.
М е т а л м е н ж а б у – гальваникалық, химиялық, ыстық, металдау және басқа әдістер. Гальваникалық тәсілде метал беттеріне металл тұздарының еріндінділері электролиттік тұндыру арқылы қандай да бір металдың жұқа бір қорғаныш қабыршағы жасалады.
М е т а л д а у – металды қорғаудың құрылыста кең тараған тәсілі. Ол тот басудан қорғалатын металл бұйымның бетіне балқыған металдың аса жұқа қабатын бүрку. Бұл мақсатта арнайы аппаратметаллизаторды пайдалынады.
О т т а н қ о р ғ а у. Металды қорғауға от тигенде коксталған көпіршік қорытпа түзетін қабарғыш жабындар немесе полимер байланыстырғыштар негізіндегі бояулардың болашағы зор.
Конструкциялардың, оның ішінде алюминий конструкцияларының отқа төзімділік шегін (6000) арттыру үшін ауа қысымымен жұқтырылатын асбесцементтік, асбеспертлиттік, асбествермикулиттік жабындар қолданады. Оттан қорғаудың жаңа түрі – 10000С шыдайтын тұтас жеңіл масса болып табылатын фосфаттық жабын.
Отқа төзімділіктің шегін ұлғайтудың байырғы тәсілдері – отқа жанбайтын материалдардан (кірпіштен, қуыс керамикадан, гипстік тақтадан, ерітінділерден және т.б.) жасалған қаптаулар мен сылақтар.
7-ТАРАУ. МИНЕРАЛДЫҚ БІРІКТІРГІШТЕР МЕН ОЛАРДЫҢ
ЖІКТЕЛУІ ТУРАЛЫ НЕГІЗГІ МАҒЛҰМАТТАР
Минералдық біріктігіштер ауалық және гидравликалық болып екіге бөлінеді.
А у а л ы қ б і р і к т і г і ш т е р – тек қана ауада қатаятын, біріктігін ұзақ уақыт сақтап, ары қарай ұлғайтатын біріктігіштер.
Ауалық біріктігіштерге ауалық әк, ғаныш және магнезиалдық біріктігіштер, сұйық шыны және т.б.
Гиравликалық біріктігіштер деп ауада ғана емес, суда да қатаятын, біріктігін ұзақ уақыт сақтап ары қарай ұлғайтатын, біріктігіштерді айтады.
Гидравликалық біріктігіштерге гидравликалық әк, ромацемент, портландцемент, сазбалшықты цемент, су өтпейтін, қабаратын және отырмайтын цементтер жатады.
Қ ұ р ы л ы с т ы қ а у а л ы қ ә к – саздық қоспалары 6%-тен аспайтын шамалы күйдірілген әк тастардан алынатын біріктіргіш. Күйдіргенде ақ түсті кесек өнім шығады. Ол сөндірілмеген кесек әк деп аталады. Әрі қарайғы өңдеудің сипатына қарай ауалық әктің мынадай түрлері болады: сөндірілмеген ұнтақ, сөндірілген гидраттық, әктік қамыр, әктік сүт.
Сөндірілмеген әк тығыздығын 900-1100кг/м3 кеуекті кесектерден тұрады. Ол жартылай өнім, сондықтан оны ұсақтайды сөндіреді.
Ұсақталған әкті диерменде тартқанда сөндірілмеген тартылған әк шығады. Оның сөндірілген әктен айырмашылығы тез ұстасады, тез қатаяды.
Әктасты диерменде тарту кезінде оған әр түрлі қоспалар қосып тартуға болады, сонда әктің қасиеттері жақсарып, бағасы төмендейді. Қоспалар: қож, құм, күл, көбік, тас т.б.
Ә к т і с ө н д і р у. Сөндірілмеген кесек әкке су қосқанда кальций тотығы гидратқа мына формула айналады:
СаО+Н2О, Са(ОН)2
Бұл процесс «әкті сөндіру» деп аталады да, көп жылу шығарып бу пайда болды.
Қосылған су мөлшеріне қарай гидраттық әк, әк қамары және әк сүті алынады.
Кесек әктен әк қамыр алу үшін әктің бір бөлшегіне 2-3 бөлік су қосылады. Су мөлшерін одан да арттырып, әктік сүт алады. Әк сөндірілгенде оның көлемі 2-3,5 есе артады.
Ә к т і ң қ а т а ю ы. Құрылыста әк ерітінде ретінде қолданылады. Оған құм қосылады. Әк ерітіндісі ауада біртіндеп қатайып, беріктікке ие болады. Са(ОН)2 кальций гидратының ұсақ түйіршіктері құм бөлшектерін біріктіріп қатайтады. Сонымен қатар ол көміртегі тотығымен қосылады да, біріктігі жоғары көмірқышқылды кальций құралады.
Са(ОН)2+СО2+nH2O=CaCO3+(n+I)H2O
Ғаныштық біріктіргіш заттар.
Ғ а н ы ш т ы қ б і р і к т і р г і ш з а т т а р алу үшін қоссулы ғаныш СаŚŌ4·2H2О қажет. Ғаныштық біріктіргіштер төмен және жоғары температурада күйдірілетіндер болып екіге бөлінеді.
Төмен температурада күйдірілетін ғаныш 110-1800С күйдіруімен алынады. Олар негізінен жарты сулы ғаныштар СаŚŌ4·0,5H2О дан тұрады және тез қатаяды.
Жоғары 600-10000С күйдірілген ғаныштар сусыз баяу қатаяды. Құрылыс ғанышын табиғи ғаныш тасын 110-1800С –та күйдіріп, артынан ұсақтау арқылы алады. Ғаныш алынғанда мынадай реакция жүреді:
СаŚŌ4·2H2О = СаŚŌ4·0,5H2О 1,5+ H2О
Сонымен, құрылыстық ғаныш жарты сулы ғаныштан тұрады.
Қ ұ р ы л ы с ғ а н ы ш ы н ы ң қ а т а ю ы. Ғанышты сумен аралыстарғанда созылмалы қамыр пайда болып, қолма-қол қоюланып, тез қатая бастайды.
Қатаю процесі – жарты сулы ғаныштың қос сулы ғанышқа айналуы:
Құрылыс ғанышы ақ түсті ұнтақ, оның бос күйдегі тығыздығы 800-1100кг/м3, ал тығыздалғанда 1250-1450кг/м3, дәл тығыздығы 2,6-2,75г/см3. Ол тез ұстасып, тез қатаятын біріктіргішке жатады.
Ғаныштың тез қатаюы жұмысты тежеп, баяулатады, сондықтан оған оның қатаютын баяулататын қоспалар салады (ғаныш массасының 0,1-0,3% мөлшерінде).
ҚҰРЫЛЫС ҒАНЫШЫНЫҢ ҚОЛДАНУЫ
Салыстырмалы ылғалдылылығы 60%-тен аспайтын ортада ғанышты ішкі қабырға тақталары мен панельдері ғаныш қатырмақағаз парақтарын желдеткіш қораптарын және тағы басқа ғимараттар конструкцияларын өндіруге қолданады.
Құрылыс ғанышынан ғаныштың және ғаныштық-әктік ерітінділер дайындайды, сәндік жылу оқшаулағыш, және өңдеу материалдарын жасайды. Сонымен қатар ғаныштан әр түрлі сәулет бөлшектерін құяды.
Г и д р а в л и к а л ы қ ә к құрамында 6-20% саздық және құмдық қоспалар бар маргель әктастарын шамалы-күйдіруден алынған өнім. Бұл әктастарды шахталық пештерде 900-11000С-да күйдіреді.
Гидравликалық әк аздап су қосқанда жартылай немесе түгелдей сөнеді де, ұнтақ түрге көшеді, ал жеткілікті су қосса, қамырға айналады да, ауада қатая бастайды да суда әрі қарай жалғастырады.
Гидравликалық әк құрғақ ортада да, ылғалды ортада пайдалынатын қалау мен сылау майбалшықтарын, төмен маркалы бетондарды жасауға жұмсалады. Гидравликалық әк қолданып жасалған бетондар мен майбалшықтарда алғашқы тәуліктерде тигізбеу керек, өйткені олар сумен жуылып кетеді.