Механизация при гибке
Гибка - весьма трудоемкая и сложная операция, поэтому предпринимаются попытки ее механизировать. Для механизации работ при гибке используют различные гибочные машины. Рассмотрим подробнее конструкции некоторых из них.
Листогибочные вальцы (рисунок 57) состоят из двух нижних валиков 5, которым сообщают вращательное движение при помощи механизма привода 1 и верхнего валка 2, смонтированного на плите 4. Верхний валок движется от изгибаемого листа 3 и имеет возможность перемещаться по высоте для придания листу заданного радиуса при гибке. Для получения конической формы изгибаемой детали верхнему валку придают наклон, равный углу наклона образующей конуса.
Листогибочные прессы (рисунок 58) применяют для выполнения самых разных работ - от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами. Гибка профилей осуществляется пуансоном 2 (рисунок 7, б), закрепленным на раме ползуна 7, на матрице 3, которая устанавливается на подкладке 4 плиты 5 пресса или непосредственно на плите. Пуансоны различаются по форме и радиусам гибки. Рабочая часть матрицы представляет собой гнездо, выполненное обычно в форме угольника или прямого паза. Применяемые для гибки пуансоны 2 и матрицы 3 для гибки различных профилей показаны на рисунке 7, в.

1 – механизм привода; 2 – верхний валок; 3 – изгибаемый лист; 4 – плита; 5 – нижний валок
Рисунок 57 – Листогибочные вальцы
Роликовые гибочные станки (рисунок 59) применяются для гибки профилей различных сечений и бывают трех- и четырехролико-вые. Трехроликовый станок для гибки профилей из полос, изготовленных из алюминиевых сплавов толщиной до 2,5 мм, показан на рисунке 8, а. Он состоит из верхнего ролика 2, наладка которого относительно двух нажимных роликов 3 и 4 осуществляется вращением рукоятки 1. Прижимы 5 устанавливают так, чтобы ролики свободно скользили по полкам профиля, не давая ему скручиваться при гибке.
Профили, имеющие форму кругов, спиралей или криволинейные очертания изгибают на четырехроликовых станках (рисунок 59, б). Такой станок состоит из станины 7, внутри которой смонтирован приводной механизм для ведущих роликов 3 и 5, подающих заготовку, и двух нажимных роликов 4 и 7, изгибающих заготовку 6. Требуемый радиус гибки устанавливается вращением рукояток 2 и 8.
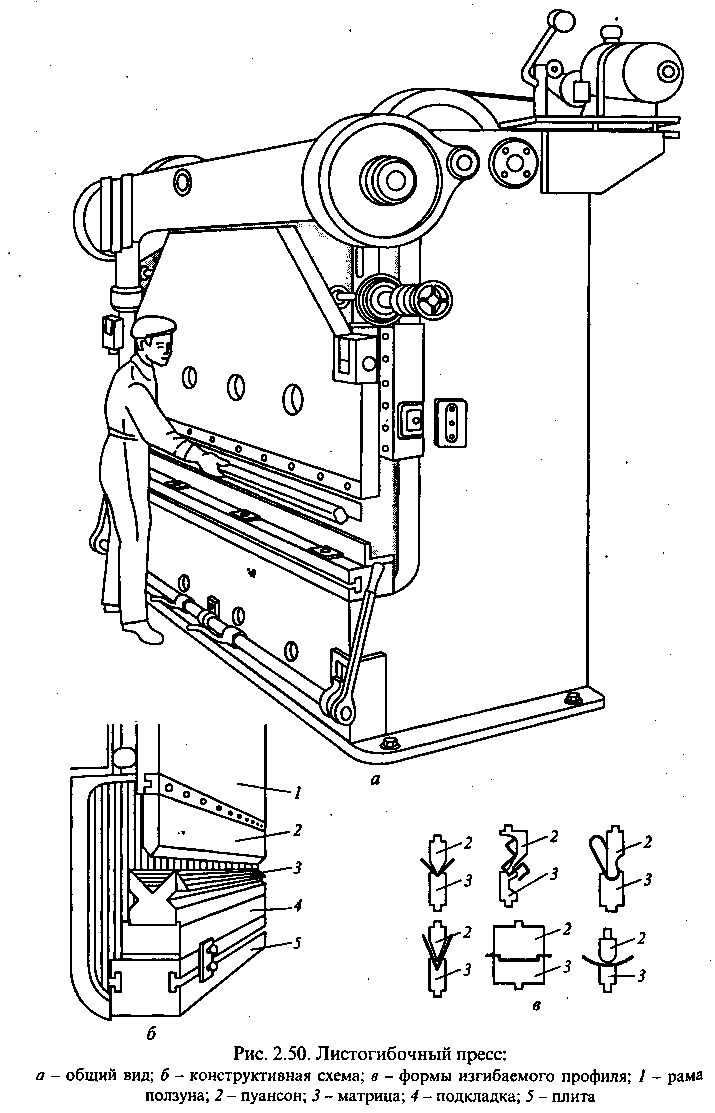
а – общий вид; б – конструктивная схема; в – формы изгибаемого профиля; 1 – рама ползуна; 2 – пуансон; 3 – матрица; 4 – подкладка; 5 – плита
Рисунок 58 – Листогибочный пресс
Станок для гибки труб с нагревом токами высокой частоты (рисунок 60) предназначен для гибки труб с наружным диаметром от 95 до 300 мм и состоит из двух частей - механической и электрической. Механическая часть - это собственно станок для гибки труб; в электрическую часть входят электрооборудование станка и установка для нагрева токами высокой частоты. Станок состоит из сварной станины 1 коробчатого типа, на которой расположены каретка 6 для закрепления трубы, механизм продольной подачи 2, каретка 10 направляющих роликов, каретка 12 нажимного ролика, а также индуктор 9 для индукционного нагрева трубы. Каретка б закрепления трубы перемещается вдоль станины при помощи ходового винта продольной подачи. Закрепление трубы на каретке б осуществляется при помощи двух губок 5, одна из которых подвижна. Подвижная губка перемещается при помощи рукоятки 20 вручную и прижимает трубу к неподвижной губке. Ось изгибаемой трубы 4 эксцентрична по отношению к станине (величина эксцентриситета различна для труб разного диаметра).

а – трехроликовый: 1- рукоятка; 2 – верхний ролик; 3, 4 – нажимные ролики; 5 – прижимы; б – четырехроликовый: 1 – станина; 2, 8 – рукоятки; 3, 5 – ведущие ролики; 4, 7 – нажимные ролики; 6 – заготовка
Рисунок 59 – Роликовый гибочный станок
Каретка 10 направляющих роликов служит для направления движения трубы при гибке и для восприятия реакции от изгибающего усилия. Она перемещается ходовыми винтами, связанными между собой конической передачей. Один из направляющих роликов 7 укреплен на ползуне и может перемещаться вручную винтом 17. Оба ролика свободно вращаются на своих осях. На каретке направляющих роликов закреплены держатель 8 индуктора, высокочастотный трансформатор (на рисунке не показан) и элементы системы охлаждения 16.

1 - станина; 2 - механизм продольной подачи; 3 - удлинитель; 4 -изгибаемая труба; 5 - губки; 6, 10- каретки; 7- направляющие ролики; 8- держатель индуктора; 9- индуктор; 11 - нажимной ролик; 12 - каретка нажимного ролика; 13 - винт поперечной подачи; 14 - механизм поперечной подачи; 75 - конечный выключатель; 16 - система охлаждения; 17 - ходовой винт; 18, 20 - рукоятки; 19 - ролик
Рисунок 60 - Станок для гибки труб с нагревом токами высокой частоты
Каретка нажимного ролика закреплена неподвижно. По основанию каретки перемещается ползун с запрессованной осью, на которой и вращается нажимной ролик. Перемещение ползуна осуществляется с помощью ходового винта, приводимого в движение механизмом поперечной подачи 14. На каретке нажимного ролика установлены два конечных выключателя 75 для ограничения хода нажимного ролика 11 в зависимости от выбранного радиуса гибки. Сменный индуктор 9 для нагрева труб представляет собой кольцо из медной трубки, которое охлаждается водой, подводимой по гибкому шлангу.
Для дополнительной поддержки изгибаемой трубы на станке установлен специальный ролик 79, который может перемещаться с помощью рукоятки 18 в зависимости от длины трубы. При гибке очень длинных труб к каретке зажима присоединяют специальные удлинители 3, которые поддерживают свисающую часть трубы.