АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
На вагоностроительных и вагоноремонтных предприятиях сборочные
операции составляют значительную часть всего производственного процесса изготовления и, ремонта вагонов. При изготовлении вагонов все операции cборки группируются по технологической однородности работ и распределяются по специализированным сборочным позициям поточных пиний. В основном это комплексно-механизированные поточные линии , на которых автоматизируются такие операции как клепка, сварка, резьбовые соединения и др. С этой целью применяются сварочные и сборочные роботы, сварочные полуавтоматы и автоматы, автоматизированные стенды и транспортные средства. Сложность автоматизации сборки вызвана многообразием способов и средств соединения, крепления и размещения агрегатов на рамах и кузовах вагонов, их несимметричность и большая масса.
На Уральском вагоностроительном заводе разработана и эксплуатируется поточная линия изготовления хребтовых балок полувагонов, которая состоит из восьми участков: сборки и сварки балок с упорами, сверлении, клепки, фрезеровки подпятниковых коробок, кантовки и накопления, приварки листов и контроля. Линия оснащена автоматизированными кантователем и накопителем хребтовых балок, сварочными автоматами А-1411. Клепка двутавра и его сборка с хребтовой балкой производится на полуавтоматической поточной линии, расположенной параллельно линии изготовления хребтовой балки и оснащенной стендом для сборки, установкой для автоматической сварки внутреннего шва хребтовой балки, установкой для автоматической приварки двутавра к хребтовой балки ( рис .
). Cварка ведется одновременно с двух сторон двумя автоматами, которые в автоматическом режиме осуществляют поиск шва, возбуждение дуги, электромеханическое копирование в двух плоскостях, заварку кратера и возврат в исходное положение.
Для выполнения сборочных операций находят применение автоматические роторные линии. На заводе Tatravagonka (Словакия) была запущена в эксплуатацию роторная линия сборки и сварки продольных и поперечных балок грузовых тележек.
Кантователи, применяемые в роторных линиях для сварки балок, имеют механический привод вращения и гидравлический - для наклона кантователя вдоль оси. Привод наклона работает синхронно с высотными корректорами сварочных автоматов, по командам одних и тех же датчиков. Получая команды датчика, кантователь наклоняется то в одну, то в другую сторону, последовательно устанавливая свариваемые участки в нижнее положение
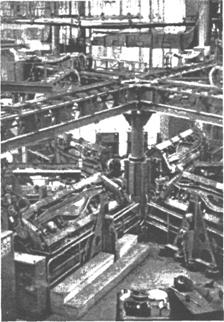
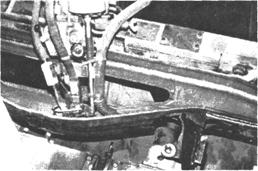
Рис. Роторная линия Рис. Система копирования
Рис. Установка для автоматической сварки

|
Сварочные автоматы оборудованы электромеханическими системами копирования (рис. ). Для автоматической приварки пятника к верхнему листу шкворневой балкив изготовлена установка (рис. ), состоящая из консоли, несущей автомат, и кантователя с закрепленным на его столе приспособлением для укладки листа. Лист с пятником устанавливается в кантователе в положении "лодочка". При сварке автомат неподвижен, а изделие вращается Сварка стыковых швов при изготовлении верхнего и нижнего листов шкворней балки выполняется автоматами с двух сторон.
Сборка каркаса рамы производится в трех специальных кондукторах. В последних детали и узлы занимают фиксированное положение и зажимаются гидрозажимами, а сварка выполняется в специальном одностоечном кантователе консольного типа с подъемным центром. С помощью такого кантователя изделие можно устанавливать на любую высоту и под любым углом. Кантователем можно управлять в ручном и автоматическом режиме.
Общая сборка рамы тележки производится на кольцевой конвейерной линии.
На Тверском вагоностроительном заводе эксплуатируется автоматизированная линия монтажа буксовых узлов колесных пар.
На линии принята поточная подвижная форма организации технологических процессов сборки при последовательном их выполнении. Процесс сборки осуществляется при непрерывном движении тележечного вертикально-замкнутого конвейера. При непрерывном способе монтажа наиболее эффективным является размещение инструментов и приспособлений на соответствующих позициях в подвешенном состоянии. Для этого линия оснащена двумя монорельсами, к которым каждый инструмент подвешивается на роликовой каретке и может перемещаться совместно с собираемой колесной парой вдоль своей рабочей позиции.
Колесная пара средней частью оси лежит на тележках двух вертикально-замкнутых цепях конвейера и в процессе монтажа проходит вдоль всех сборочных позиций (рис. ). Такое решение позволяет исключить смещение колесной пары относительно оси конвейера.
Для затяжки болтов М20 применяются гайковерты, подвешенные на монорельсах и перемещающиеся вдоль конвейера.
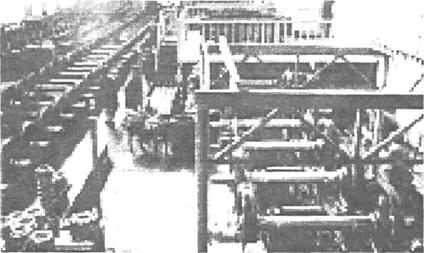
Рис. Линия монтажа буксовых узлов колесных пар
Загрузка колесных пар на сборочный конвейер производится автоматически. Колесные пары устанавливаются на рельсовый путь, смонтированный наклонно к уровню пола, и скатываются до упора. Ось колесной пары захватывается в средней части седлами, смонтированными на цепях конвейера и перемещается на них вдоль всех рабочих позиций.
Съем колесных пар с конвейера также производится автоматически.
Колесная пара, перемещаясь по конвейеру, наезжает на соответствующий датчик, включаются пневмоцилиндры, опускающие колесную пару на наклонный рельсовый путь, и по нему она поступает на следующую сборочную позицию.
Охлаждение лабиринтных и внутренних колец подшипников производится автоматически - они непрерывно обливаются маслом.
Сборочный конвейер работает в автоматическом режиме, при этом такт может меняться от 1 до 6 мин. Каждое рабочее место оборудовано кнопкой "Стоп" для аварийной остановки конвейера.