Обработка червяков
Распространены червяки: архимедовы (Рис.7, а), эвольвентные (Рис.7, б), конволютные (Рис.7, в) и глобоидные. Архимедовы червяки чаще всего нарезаются на токарных станках, при этом прямолинейные режущие кромки резцов располагаются в осевом сечении так же, как при нарезании трапецеидальной резьбы. Винтовая поверхность такого червяка называется архимедовой, так как с торцовой поверхности его oнa образует архимедову спираль. Такие червяки представляют обычный винт с трапецеидальной резьбой.
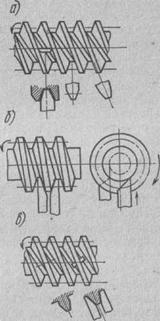
Рис.7.
Архимедов червяк в осевом сечении имеет прямобочный профиль с углом, равным профильному углу резца.
При крупносерийном производстве архимедовы червяки фрезеруют дисковыми фрезами (рис. 8, а) с криволинейными режущими кромками. Шлифование таких червяков осуществляют дисковым конусным или тарельчатым кругом (рис. 8, г) с припуском 0,1—0,2 мм на сторону в зависимости от модуля червяка. Шлифование червяков с малым модулем производят на резьбошлифовальном станке или на токарном, но со специальным устройством, показанным на рис. 8, д. С таким устройством можно шлифовать червяки и с крупным модулем.
В крупносерийном и массовом производстве шлифование профиля витков червяка с крупным модулем (3 и более) осуществляется на специальном червячно-шлифовальном станке коническим дисковым кругом большого диаметра (800 мм и более). Этот метод обеспечивает большую производительность. Таким кругом можно получить разные профили червяка путем его перемещения в горизонтальной плоскости. Шлифование производится при трех движениях: вращении круга, медленном вращении червяка и поступательном перемещении круга на величину одного шага (хода для многозаходных червяков) за один оборот изделия.
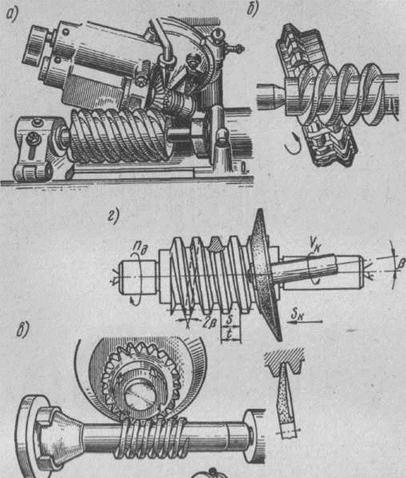
Рис. 8. Обработка червяков:
а - дисковой фрезой; б - фрезой-улиткой; в - долбяком; г - шлифовальным кругом.
Для отделки витков червяков ответственных передач применяют притирку их чугунными или фибровыми притирами, имеющими форму червячного колеса. В качестве абразивного материала применяют микропорошки с маслом, а для получения высокой чистоты поверхности — пасты ГОИ.
Эвольвентные червяки (рис. 8, б) нарезаются на токарных станках с раздельной обработкой каждой стороны витка при смещении прямолинейных режущих кромок резцов на величину радиуса основного цилиндра винтовой эвольвентной поверхности.
Если червяк правый, то левую сторону боковой поверхности витков нарезают резцом, поднятым над осью, а правую — опущенным. При левом червяке оба резца соответственно меняют местами. Указанным способом эвольвентные червяки редко нарезаются ввиду неблагоприятных условий резания резцами, поднятыми или опущенными по отношению осевой линии.