Обработка плоских поверхностей протягиванием
Протягивание наружных плоских поверхностей (как и фасонных) благодаря высокой производительности и низкой себестоимости обработки находит все большее применение в крупносерийном и массовом производстве; этот метод экономически выгоден, несмотря на высокую Себестоимость оборудования и инструмента. Многие операции вместо фрезерования выполняются посредством наружного протягивания. К числу таких операций относится протягивание пазов, канавок, плоскостей блоков двигателей и других деталей, зубьев шестерен и т. д. При обработке протягиванием наружных черных (предварительно не обработанных) поверхностей за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе обработки каждый режущий зуб протяжки снимает слой металла, составляющий часть припуска, а калибрующие зубья зачищают поверхность, при этом они долго не теряют своей режущей способности и формы.
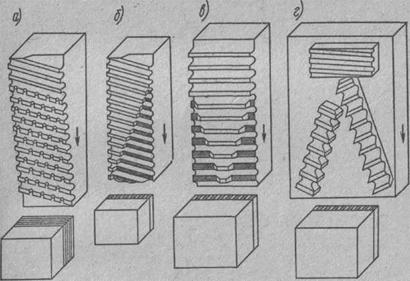
Рис. 7. Схемы плоских протяжек:а — обычные; 6, в, г — прогрессивные.
При обработке черных поверхностей поковок и отливок более целесообразно применять не обычные плоские протяжки (рис. 7, а), апрогрессивные (рис. 7, б, в, г). У обычных плоских протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности; поэтому при обработке черной поверхности, имеющей. корку, первые зубья протяжки быстро тупятся или выкрашиваются. У прогрессивных протяжек режущие зубья делают переменной ширины, постепенно увеличивающейся, и каждый режущий зуб срезает металл не по всей ширине обрабатываемой поверхности, а полосой, причем ширина этих полос с каждым зубом увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность, по всей ее ширине.
Для обработки наружным протягиванием широких плоскостей (более 50 мм) устанавливают несколько протяжек рядом.
Протягивание наружных поверхностей производится большей частью на вертикально-протяжных станках — полуавтоматах и автоматах. На рис. 8 показаны детали, поверхности которых обрабатываются наружным протягиванием (обрабатываемые поверхности обозначены буквой  ).
).

| 
|
Рис. 8. Детали, обрабатываемые протяжками
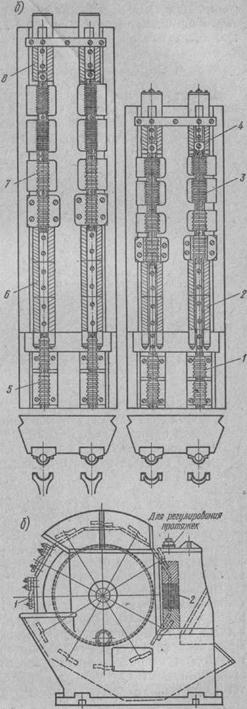
Применение наружного протягивания для обработки лысок на концах валика изображены на рис. 9, а. Одновременно обрабатываются два валика; каждый валик обрабатывается двумя протяжками. На рис. 9, б изображена схема протягивания крышки и головки шатуна автомобильного двигателя. Цилиндрическая поверхность крышки протягивается круглыми протяжками 1 и 3, которые по мере затупления одной половины повертываются на 180°, и в работу вступает другая половина. Протяжки 2 и 4 обрабатывают плоскости разъема крышки. Головка шатуна обрабатывается протяжками 5,6,7 и 8. Протяжки делают из трех секций по длине — обдирочной, получистовой и калибровочной. После износа калибровочная секция перетачивается и ставится на место полу чистовой, а полу чистовая — на место обдирочной.
В массовом производстве применяют высокопроизводительные протяжные станки непрерывного действия. Станки с цепным приводом имеют цепь, вращающуюся на звездочках (подобно гусенице тракторов), которая перемещает детали, закрепленные на ней; когда цепь двигает детали мимо протяжек, находящихся в верхней части станка, протяжки снимают стружку с оббатываемой поверхности.

| 
|
Рис. 9. Схемы протягивания:
в — лысок на валиках; 6 — крышки и головки шатуна
Нa станках непрерывного действия с карусельным столом (рис. 10, а) или с барабаном (рис. 10, б), по окружности которых детали 1 располагаются в приспособлениях, стол или барабан при вращении перемещает детали мимо протяжек 2, которые обрабатывают поверхности деталей.

Рис. 10. Схемы работы станках для непрерывного протягивания с карусельным столом:
1 — обрабатываемые детали; 2 — протяжка