Изготовление отливок из чугуна и стали
Литейная форма для получения отливок из серого чугуна представлена на рис. 2Л и рис. 3Л. Серый чугун обладает небольшой объемной усадкой (около 3%) и малой склонность к образованию усадочной раковины. Поэтому в литейной форме не предусматриваются прибыли.
Литейная форма для получения отливок из ковкого чугуна представлена на рис. 10Л.
Ковкий чугун обладает повышенной объемной усадкой (около 4 %), вследствие чего склонен к образованию усадочных раковин. Поэтому при получении отливок из ковкого чугуна предусматриваются прибыли. Прибыль предназначена для питания жидким металлом той части отливки, в которой из-за усадки металла может образоваться усадочная раковина. В этом случае усадочная раковина образуется не в отливке, а в прибыли, которая в последствии удаляется (рис. 10Л). Усадочная раковина образуется в тех объемах отливки, которые затвердевают последними. В последнюю очередь затвердевают массивные участки. Поэтому прибыль располагают в наиболее массивных частях отливки.
Литейная форма для получения стальных отливок и форма отливки из стали представлены на рис. 11Л. Сталь обладает большой объемной усадкой (около 6%). Поэтому при получении отливки из стали предусматривается несколько прибылей. Кроме того применяются стояки и выпоры большого сечения. Масса прибыли, стояка и выпора, которые впоследствии удаляются в отход, в среднем составляет 60% от массы отливки.
 Рис. 10Л Литейная форма для получению отливок из ковкого чугуна
Рис. 10Л Литейная форма для получению отливок из ковкого чугуна
| Для питания усадки в толстостенных участках 2 отливки 5 предусматриваются прибыли 4, которые затвердевают в последнюю очередь и в них образуется усадочная раковина 1. Расплавленный металл заливается через литник 3,имеющий большее сечение, чем литник при получении отливок из серого чугуна. |
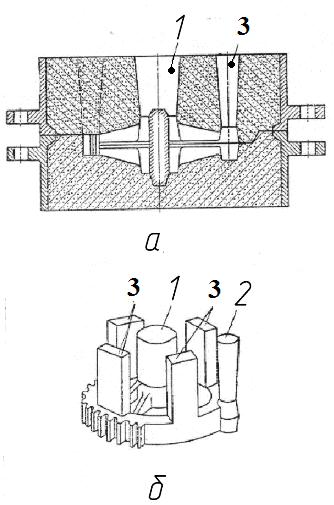 Рис. 11Л Литейная форма и отливка из стали
а – литейная форма для получения отливки из стали; б- отливка из стали
Рис. 11Л Литейная форма и отливка из стали
а – литейная форма для получения отливки из стали; б- отливка из стали
| 1 – стояк большого сечения; 2 – массивный выпор; 3 – четыре прибыли |