Примеры конструкторской, технологической и измерительной размерной цепи.
1. Конструкторская размерная цепь:

Конструктор задал размеры шеек вала под подшипник качения и размер всей детали, чтобы она не выходила за пределы корпуса. Могут быть заданы длины всех участков, а длину детали можно определить.

2. Технологическая размерная цепь:
Для вала (рис.1) в единичном производстве технологическая размерная цепь совпадает с конструкторской, т.к. валик отрежут в размер от прутка, методом пробных проходов проточат с одной стороны, затем с другой стороны. В серийном и массовом производстве обработка производится в автоматическом режиме без замеров. Размеры должны получаться сами. Для этого от постоянной технологической базы детали (например: поверхность жестко упирается в расточенный патрон, в подпружиненный центр), устанавливаются ограничители хода суппорта (кулачки); в станках с ЧПУ – обработка ведётся по программе от базы, относительно которой производится обнуление.

Чтобы получить размер A2 – 2 замыкающее звено, деталь отрезается в размер 1, упор выставляется на размер 4 от постоянной технологической базы.
В технологических цепях замыкающие звенья указывают в [A2] рамках.
Размер A1 придётся деталь точнее, чем указано на чертеже, т.к. допуск A2 (замыкающего звена придётся распределять на 2 составляющих A1 и A4.
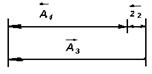
В том случае, если деталь обрабатывается за несколько переходов и под каждый следующий переход оставляют припуски, то замыкающим звеном в таких цепях являются припуски Z.
Например: заготовка получается штамповкой. Чтобы получить хорошее качество боковых поверхностей их надо дважды обрабатывать.

Заготовку A0 подрезали в размер A1, затем A2; окончательно в A3 и A4.
Технологические цепи считают от последнего размера:  .
.
 .
.
Аналогично считают остальные 3 цепи.
3. Измерительные цепи должны совпадать с конструкторскими при окончательных измерениях или с технологическими при изготовлении детали.