Притирка клапанов
Клапаны следует притирать в случае нарушения плотности их посадки вследствие появления раковин, нагара на рабочих поверхностях клапанов и седел.
Внешним признаком нарушения герметичности закрытия клапанов является падение компрессии в цилиндрах и снижение мощности двигателя.
Для притирки клапанов (рис. 107) необходимо:
1. Очистить клапаны от нагара и проверить их техническое состояние.
|
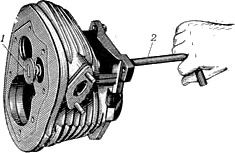
| Рис. 107. Притирка клапана: 1 - клапан; 2 - приспособление для проворачивания клапана |
К притирке допускаются клапаны, у которых глубина раковин на рабочей фаске не превышает 0,05 мм. При большей глубине раковин клапаны следует шлифовать или заменять. Клапаны, у которых головка имеет коробление или высоту цилиндрического пояска менее 0,3 мм, заменять.
2. Надеть на стержень притираемого клапана пружину с небольшой упругостью и вставить клапан в отверстие соответствующей направляющей втулки.
3. На рабочую поверхность головки клапана и седла нанести тонкий слой притирочной пасты, прижать клапан к седлу и с помощью приспособления поворачивать клапан на пол-оборота вправо и влево. После каждого пол-оборота ослаблять силу нажатия на клапан, давая клапану возможность подняться на 2—3 мм от седла.
Рабочие поверхности головки клапана и седла притирать до тех пор, пока они не станут матовыми. Прилегание клапана к седлу должно быть по всей окружности 1,5—2,0 мм по ширине.
4. Тщательно промыть гнезда клапанов и клапаны керосином и проверить качество притирки и герметичность прилегания клапана к седлу.
Проверяется путем заливки керосина соответственно во всасывающий или выпускной патрубок с выдержкой в течение 3 мин. Течь и отпотевание между клапаном и седлом клапана не допускаются.